โกศล ดีศีลธรรม
Koishi2001@yahoo.com

ปัจจุบันการวางแผนบำรุงรักษามีความสำคัญต่อการป้องกันและลดปัญหาเครื่องจักรชำรุดเสียหาย โดยเฉพาะธุรกิจภาคการผลิตจะเกิดความสูญเสียหลายประการ อาทิ ค่าล่วงเวลา เวลา ของเสีย และความสูญเสียโอกาสการแข่งขันที่มีสาเหตุหลักจากการขาดแผนงานบำรุงรักษาที่เหมาะสม ดังนั้นผู้ประกอบการควรพิจารณาปัจจัยและประเมินผลกระทบการบำรุงรักษาหลังเกิดเหตุขัดข้อง เพื่อลดความสูญเสียโอกาสทางธุรกิจ
ปัญหาความชำรุดเสียหายของเครื่องจักร เป็นประเด็นสำคัญของทุกองค์กร เนื่องจากต้องสูญเสียทรัพยากรสำหรับการซ่อมแซมและบำรุงรักษา ซึ่งส่งผลกระทบต่อภาระต้นทุนการผลิตสินค้าและสูญเสียโอกาสในการแข่งขัน การบริหารค่าใช้จ่ายการบำรุงรักษาถือเป็นประเด็นหลักที่ต้องให้ความสนใจเพื่อเพิ่มผลิตภาพโดยรวมให้กับองค์กร โดยทั่วไปค่าใช้จ่ายบำรุงรักษา ประกอบด้วย ต้นทุนทางตรงที่สามารถแสดงด้วยค่าแรงงาน ค่าอะไหล่และค่าผู้รับเหมา ส่วนต้นทุนทางอ้อมหรือเรียกว่าต้นทุนแฝง (Hidden Cost) ก่อให้เกิดความสูญเสียมากกว่าต้นทุนทางตรงหลายเท่า ดังกรณีความสูญเสียเนื่องจากช่างบำรุงรักษาขาดทักษะซึ่งส่งผลให้เกิดปัญหาเครื่องจักรขัดข้องบ่อยครั้ง ทำให้ส่งผลกระทบต่อคุณภาพงานและความปลอดภัยการทำงานที่มีผลต่อขวัญกำลังใจบุคลากร รวมถึงความน่าเชื่อถือตามมุมมองลูกค้าและยอดขายในที่สุด ดังนั้นกลยุทธ์การบำรุงรักษาควรครอบคลุมประเด็นการปฏิบัติงานทุกระดับ อาทิ
ปัจจุบันได้มีการประยุกต์แนวคิดต้นทุนวงจรอายุ (Life Cycle Cost) ที่พิจารณาต้นทุนความเป็นเจ้าของและต้นทุนดำเนินงานตลอดช่วงอายุการใช้งาน โดยมีรายละเอียด ดังนี้
1. ต้นทุนความเป็นเจ้า ได้แก่ ค่าใช้จ่ายในการลงทุน ค่าเสื่อมราคาและค่าใช้จ่ายในงานซ่อมแซมหลัก (Major Repairs Cost)
A. ค่าใช้จ่ายการจัดซื้อเครื่องจักร
B. หักด้วยมูลค่าซาก (ประมาณ 10% ของ A)
C. มูลค่าการลงทุน (A-B)
D. อายุการใช้งาน (ช.ม.)
E. ค่าเสื่อมราคาต่อชั่วโมง (C/D)
F. ค่าใช้จ่ายประจำปีของรายการดังกล่าว
G. ค่าใช้จ่ายรายชั่วโมง (F/จำนวนชั่วโมงรายปี)
ต้นทุนความเป็นเจ้าของ = E+G
เนื่องจากเครื่องจักรเมื่อถูกใช้งานระยะหนึ่งก็จะมีเครื่องจักรรุ่นใหม่เข้าสู่ตลาด แม้ว่าเครื่องจักรเดิมยังมีประสิทธิภาพดีแต่การเกิดนวัตกรรมเข้าสู่ตลาด ทำให้ความล้าสมัยถือเป็นค่าเสื่อมราคาซึ่งเป็นปัญหายุ่งยากมากต่อนักประเมินต้นทุนความล้าสมัย ซึ่งไม่มีใครสามารถกล่าวได้ว่าเมื่อไรจะเกิดความเปลี่ยนแปลงทางนวัตกรรมในตลาดเครื่องจักรแต่ละประเภท โดยทางปฏิบัติทั่วไปอาจใช้การลดอายุการใช้งานเครื่องจักรเพื่อผลทางบัญชีอย่างการประเมินอายุการใช้งาน 10 ปี อัตราค่าเสื่อมราคาเกิดขึ้นแต่ละปี 100/10 = 10% ด้วยการพิจารณาความล้าสมัยจึงลดอายุเครื่องจักรลงเหลือ 8 ปี ดังนั้นเมื่อพิจารณาปัจจัยทั้งสองจึงคิดค่าใช้จ่ายที่เกิดขึ้นในอัตรา 12.5% ต่อปีแทนที่จะเป็น 10% ส่วนต่างที่เกิดขึ้น 2.5% ถือเป็นค่าใช้จ่ายที่เกิดจากความล้าสมัย ทั้งนี้ยังสามารถจำแนกประเภทค่าเสื่อมราคา ดังนี้
2. ต้นทุนดำเนินงาน ได้แก่
ต้นทุนวงจรอายุ = ต้นทุนการจัดหา + ต้นทุนทางการลงทุน + ค่าฝึกอบรม + ต้นทุนดำเนินงาน + ค่าการกำจัด/ทำลาย
โดยต้นทุนดำเนินงานแสดงด้วยความสัมพันธ์ ดังนี้
H. อัตราการใช้เชื้อเพลิงต่อชั่วโมง (ลิตร)
I. ค่าเชื้อเพลิงต่อลิตร
J. ค่าเชื้อเพลิงต่อชั่วโมง (HXI)
K. น้ำมันเครื่อง (อัตราการใช้/ชั่วโมง)
L. Transmission Oil
M. น้ำมันไฮโดรลิก
N. จาระบี
O. ฟิลเตอร์
P. ค่าใช้จ่ายรวมทั้งหมด (รายการ K ถึง O)
Q. ปัจจัยการซ่อมแซม (Repair Factor) x อัตราค่าเสื่อมราคาต่อชั่วโมง
R. ค่าจ้างผู้ปฏิบัติงานและพนักงานฝ่ายบำรุงรักษา
S. ค่าใช้จ่ายรายการพิเศษ
ต้นทุนดำเนินงานรวม = J+P+Q+R+S
สำหรับการยืดอายุการใช้งานเครื่องจักรอาจดำเนินการด้วยกิจกรรมบำรุงรักษาด้วยตนเองที่ส่งผลให้เกิดการลดอัตราการเสื่อมสภาพและสามารถลดค่าใช้จ่ายการถอดเปลี่ยนอะไหล่ โดยประกอบด้วยกิจกรรมเกี่ยวข้อง อาทิ
ส่วนการจัดเตรียมงบประมาณบำรุงรักษาอาจใช้ข้อมูลที่จัดเก็บในรอบปีที่ผ่านมาเป็นแนวทางจัดทำรายละเอียด งบประมาณที่จัดเตรียมและนำเสนอช่วงต้นปีงบประมาณควรมีการติดตามผลเพื่อเทียบเคียงค่าใช้จ่ายที่เกิดจริงกับงบประมาณและใช้เป็นข้อมูลปรับแผนงานต่อไป ซึ่งรายละเอียดงบประมาณควรประกอบด้วย รายละเอียดโครงการไคเซ็น อัตราแลกเปลี่ยนและค่าเงินเฟ้อ (Inflation) รวมถึงรายละเอียดค่าใช้จ่ายชิ้นส่วนอะไหล่ ค่าเครื่องมือ ค่าที่ปรึกษา ค่าใช้จ่ายพลังงานและเชื้อเพลิง ค่าใช้จ่ายการจัดเก็บอะไหล่ และค่าแรงงาน โดยความสำเร็จการดำเนินกิจกรรมบำรุงรักษาจะขึ้นกับความถี่การตรวจสอบและแก้ไขปัญหา ทั้งยังสะดวกต่อการดูแลรักษาเพื่อไม่ให้เกิดปัญหาการขัดข้องหรือหากเกิดปัญหาขัดข้องก็สามารถแก้ไขได้รวดเร็วและลดเวลาการหยุดเดินเครื่อง ซึ่งการปรับปรุงผลิตภาพงานบำรุงรักษาสามารถดำเนินการ ดังนี้
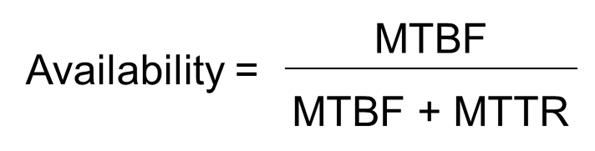
สำหรับประสิทธิผลการแก้ปัญหาเครื่องจักรขัดข้องอาจแสดงด้วยค่าเวลาเฉลี่ยการซ่อม (Mean Time To Repair) หรือ MTTR ลดลงและการเพิ่มขึ้นของค่าเวลาเฉลี่ยการใช้งานก่อนเกิดการชำรุด (Mean Time Between Failure) หรือ MTBF ค่า MTBF เป็นอัตราส่วนผกผันกับอัตราการเกิด Breakdown หากค่า MTBF สูงขึ้นก็เป็นการบ่งชี้ถึงประสิทธิผลระบบบำรุงรักษาที่ส่งผลต่อความน่าเชื่อถือของเครื่องจักรสูงขึ้น ข้อมูลเหล่านี้จะถูกใช้วางแผนจัดเตรียมอะไหล่เพื่อการถอดเปลี่ยนในเวลาเหมาะสมก่อนที่จะเกิดความชำรุดเสียหาย โดยทั่วไปหลังจากกำหนดเป้าหมายงานบำรุงรักษาแล้ว ขั้นต่อไปจะเป็นการศึกษาเครื่องจักรหลักที่มีผลกระทบต่อสายการผลิต รวมถึงกฎระเบียบความปลอดภัย ต้นทุนความชำรุดเสียหายและแนวทางบำรุงรักษาที่มุ่งความน่าเชื่อถือ (Reliability-Centered Maintenance) หรือ RCM ผลลัพธ์การศึกษาจะได้แผนงานบำรุงรักษาที่เหมาะกับเครื่องจักร ซึ่งเป็นการผสมแนวทางบำรุงรักษาเชิงคาดการณ์กับการบำรุงรักษาเชิงป้องกันและการบำรุงรักษาเชิงรับ โดยวิศวกรบำรุงรักษาจะดำเนินการทบทวนรอบหรือความถี่การบำรุงรักษาและรูปแบบความชำรุดเสียหาย ทางทีมงานหรือวิศวกรจะใช้วิเคราะห์เพื่อระบุสาเหตุหลักของปัญหาและนำข้อมูลมาใช้วางแผนป้องกันปัญหาเดิม โดยมีการติดตามปัจจัยต่าง ๆ ที่ส่งผลต่อการเกิดความชำรุดที่จะเกิดขึ้นในเวลาอันใกล้ที่มุ่งเน้นความบรรลุผลระดับความน่าเชื่อถือที่ยอมรับได้ ทั้งนี้การตรวจสอบประวัติการบำรุงรักษาด้วยค่า MTBF ได้สนับสนุนการจัดทำแผนและความถี่เหมาะสมในงานบำรุงรักษาเชิงป้องกันและลดความเสี่ยงความชำรุดซ่อนเร้น (Hidden Failure Risk) ข้อมูลเหล่านี้จะถูกใช้เป็นแหล่งข้อมูลปรับปรุงการออกแบบ ซึ่งประสิทธิผลระบบบำรุงรักษาจะเกิดขึ้นได้ก็ต่อเมื่อความถี่ปัญหาเครื่องจักรขัดข้องลดลงที่ถือว่าเป็นตัวชี้วัดสำคัญของความน่าเชื่อถือและความพร้อมใช้งานของระบบ (Availability) ซึ่งมีความสัมพันธ์ ดังนี้
โดย RCM จะสนับสนุนการแก้ไขปัญหาความบกพร่องด้วยการใช้เทคนิคการวินิจฉัยและการตรวจติดตามเพื่อระบุกิจกรรมบำรุงรักษาที่จำเป็นซึ่งส่งผลต่อความน่าเชื่อถือและสามารถลดกิจกรรมบำรุงรักษาเชิงป้องกันหรืองานตรวจสอบซ้ำซ้อน ทำให้เกิดประสิทธิผลทางด้านต้นทุนค่าใช้จ่ายรวม และการจัดสรรทรัพยากรที่เหมาะสมเพื่อดำเนินกิจกรรมลดความสูญเสีย ปัจจุบันได้มีการบูรณาการเทคนิคการจัดการและเทคโนโลยีใช้ติดตามระบบการผลิตและเก็บข้อมูลสภาพเครื่องจักรขณะใช้งานโดยมุ่งวิเคราะห์แนวทางป้องกันก่อนที่จะเกิดเหตุขัดข้องหรือความเสียหาย รวมถึงเชื่อมโยงกับระบบวางแผนบำรุงรักษา ทำให้ระบบการผลิตและเครื่องจักรเกิดความน่าเชื่อถือ ซึ่งส่งผลให้เกิดต้นทุนการผลิตลดลง แต่สิ่งสำคัญในการบริหารงานบำรุงรักษา คือ การสร้างสมดุลระหว่างค่าใช้จ่ายบำรุงรักษากับผลตอบแทน เพื่อไม่ให้เกิดการลงทุนที่เกินความจำเป็น ดังนั้นการเพิ่มสมรรถนะเครื่องจักรและลดค่าใช้จ่ายบำรุงรักษาเป็นประเด็นหลักของระบบสารสนเทศ ประสิทธิผลจะเกิดขึ้นก็ต่อเมื่อระบบสารสนเทศงานบำรุงรักษาสามารถยืดช่วงเวลาเฉลี่ยการเกิดความเสียหายและสามารถลดเวลาเฉลี่ยการซ่อมแซม ส่วนองค์ประกอบหลักที่จำเป็นต่อระบบสารสนเทศงานบำรุงรักษา คือ สารสนเทศงานออกแบบ การควบคุมการปฏิบัติการ การวางแผนวิเคราะห์ความน่าเชื่อถือ การติดตามประเมินสภาพเครื่องจักร การจัดหาจัดซื้อและบริหารสต็อก ส่วนระบบการวัดผลจะบ่งบอกสภาพเครื่องจักร ดังนั้นการวัดผลจะต้องมีการตรวจติดตามสภาพต่อเนื่องเพื่อรับข้อมูลความเปลี่ยนแปลงและใช้เทียบเคียงตามรอบเวลาเพื่อแสดงแนวโน้มระบบในรูปรายงานผล โดยเฉพาะข้อมูลความเสื่อมสภาพจะถูกนำมาวิเคราะห์หาสาเหตุหลักความขัดข้อง ทำให้วิศวกรบำรุงรักษาเข้าใจสภาพปัญหาและนำข้อมูลเหล่านี้มาใช้วางแผนบำรุงรักษาเพื่อป้องกันไม่ให้เกิดปัญหาเดิมอีก ทั้งยังใช้เป็นเครื่องมือลดค่าใช้จ่ายที่ไม่จำเป็น
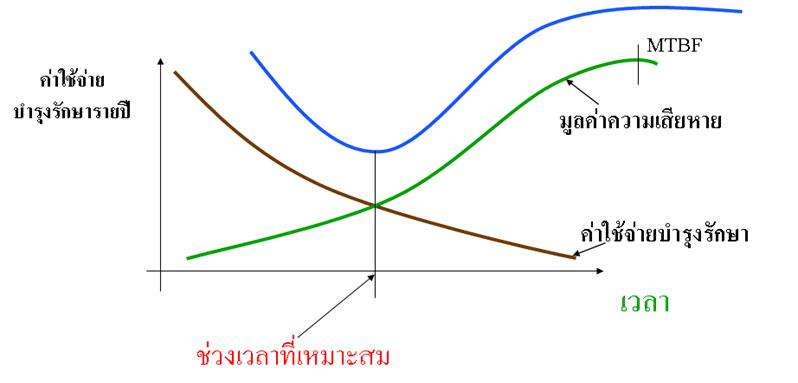
รอบเวลาการถอดเปลี่ยนที่เหมาะสม
การสร้างประสิทธิผลระบบบำรุงรักษา สามารถดำเนินตามขั้นตอน ดังนี้
สำหรับรายละเอียดที่ระบุไว้ในแผนงานจะขึ้นกับคุณสมบัติและทักษะทีมงานบำรุงรักษา หากทีมงานประกอบด้วยบุคลากรที่มีทักษะสูงโดยเฉพาะความรู้ด้านเครื่องจักรเป็นอย่างดีก็อาจลงแค่รายละเอียดที่จำเป็น ส่วนทีมงานที่มีทักษะหลากหลายระดับหรือมีบุคลากรด้านบำรุงรักษาในระดับที่กำลังเรียนรู้งานก็จะต้องระบุรายละเอียดไว้ในแผนงานและมาตรฐานอย่างละเอียดเพื่อให้ทุกคนมีความเข้าใจที่ถ่องแท้ โดยนักวางแผนบำรุงรักษาควรมีการประสานงานระหว่างผู้ควบคุมสายการผลิตกับผู้ควบคุมงานบำรุงรักษาเพื่อระบุแนวทางดำเนินการให้บรรลุผลตามเป้าหมายและส่งมอบแผนงานให้กับผู้ควบคุมงานบำรุงรักษาเพื่อนำไปดำเนินการและขยายผล
ปัญหาเครื่องจักรขัดข้องเครื่องจักรเป็นประเด็นที่ส่งผลกระทบโดยตรงต่อผลิตภาพการดำเนินงาน โดยเฉพาะความชำรุดเสียหายก่อให้สูญเสียโอกาสการแข่งขันและผลตอบแทนให้กับธุรกิจ ผู้ประกอบการจะต้องให้ความสำคัญกับกิจกรรมบำรุงรักษาเพื่อลดผลกระทบดังกล่าว ประสิทธิผลการดำเนินการจะต้องเกิดขึ้นจากความร่วมมือระหว่างฝ่ายบำรุงรักษาและผู้รับผิดชอบทุกฝ่าย รวมถึงการปฏิบัติตามแผนงาน

เอกสารอ้างอิง
1. Anderson, R.T. and Neri, L., Reliability-Centered Maintenance: Management and Engineering Methods, Elsevier Applied Science, 1990
2. Davis, R.K., Productivity Improvement Through TPM, Prentice Hall, 1995
3. Jay Heizer, Barry Render, Operations Management, Prentice-Hall., 2001
4. J.D. Cambell, Uptime Strategies for Excellence in Maintenance Management, Productivity Press, Portland, 1995
5. John M. Nicholas, Competitive Manufacturing Management, McGraw-Hill, 1998
6. Kikuo Suehiro, Eliminating Minor Stoppages on Automated Lines, Productivity Press, 1992
7. S.C. Sharma, Materials Management & Material Handling, Khanna Publishers, Delhi, 2000
8. Seiji Tsuchiya, Quality Maintenance: Zero Defects Through Equipment Management, Productivity Press, 1992
9. Yoshikazu Takahashi, Takashi Osada, Total Productive Maintenance, Asian Productivity Organization, 1990
10. โกศล ดีศีลธรรม, เทคนิคการจัดการอุตสาหกรรมสำหรับนักบริหาร, ซีเอ็ดยูเคชั่น, 2546
11. โกศล ดีศีลธรรม, การเพิ่มผลิตภาพในงานอุตสาหกรรม, สถาบันไฟฟ้าและอิเลคทรอนิกส์, 2546
12. โกศล ดีศีลธรรม,การจัดการบำรุงรักษาสำหรับงานอุตสาหกรรม, เอ็มแอนด์อี, 2547
13. โกศล ดีศีลธรรม, เพิ่มศักยภาพการแข่งขันด้วยแนวคิดลีน, ซีเอ็ดยูเคชั่น, 2548
14. โกศล ดีศีลธรรม, การสร้างประสิทธิผลระบบบำรุงรักษา, ซีเอ็ดยูเคชั่น, 2548
15. โกศล ดีศีลธรรม, พัฒนาสู่ความเป็นเลิศตามวิถีไคเซ็น, สำนักพิมพ์เพื่อนอุตสาหกรรม, 2557
16. http://www.mt-online.com
สงวนลิขสิทธิ์ ตามพระราชบัญญัติลิขสิทธิ์ พ.ศ. 2539 www.thailandindustry.com
Copyright (C) 2009 www.thailandindustry.com All rights reserved.
ขอสงวนสิทธิ์ ข้อมูล เนื้อหา บทความ และรูปภาพ (ในส่วนที่ทำขึ้นเอง) ทั้งหมดที่ปรากฎอยู่ในเว็บไซต์ www.thailandindustry.com ห้ามมิให้บุคคลใด คัดลอก หรือ ทำสำเนา หรือ ดัดแปลง ข้อความหรือบทความใดๆ ของเว็บไซต์ หากผู้ใดละเมิด ไม่ว่าการลอกเลียน หรือนำส่วนหนึ่งส่วนใดของบทความนี้ไปใช้ ดัดแปลง โดยไม่ได้รับอนุญาตเป็นลายลักษณ์อักษร จะถูกดำเนินคดี ตามที่กฏหมายบัญญัติไว้สูงสุด