ดร.วิทยา อินทร์สอน
สาขาวิชาช่างเชื่อมโลหะ วิทยาลัยเทคนิคสุรินทร์

สถานประกอบการทุกกิจกรรมมีการใช้ปัจจัยสำหรับการผลิต เช่น คน เครื่องจักรอุปกรณ์ วิธีการ วัตถุดิบ และสภาพแวดล้อม ซึ่งปัจจัยเหล่านี้ใช้สำหรับการเพิ่มผลผลิตซึ่งจะต้องทำงานร่วมกันอย่างเหมาะสม แต่ปัญหาที่พบคือไม่มีปัจจัยใดที่จะมีสภาพที่สมบูรณ์ได้ตลอด จึงทำให้เกิดปัญหาขึ้นในการปฏิบัติงาน ทำให้เกิดทั้งความสูญเสียและสูญเปล่า ซึ่งจำเป็นต้องได้รับการแก้ไขเพื่อทำให้สภาพการทำงานเป็นปกติ
เทคนิคการเพิ่มผลผลิตโดยการลดความสูญเสีย ซึ่งผู้บริหารสถานประกอบกิจการ ต้องตระหนักและให้ความสำคัญในเรื่องการลดความสูญเสียที่เกิดขึ้นในกระบวนการผลิต เพราะนั่นหมายถึง ต้นทุน การผลิตที่เพิ่มขึ้น หากสามารถหาวิธีการที่จะลดความสูญเสียโดยการลดขั้นตอน หรือจัดเรียงลำดับความสำคัญขั้นตอนเสียใหม่ เพื่อให้เกิดประสิทธิภาพสูงสุดก็จะช่วยลดต้นทุนการผลิตได้เช่นกัน
ดังนั้นการเพิ่มผลผลิต ลดต้นทุน และส่งมอบได้ทันเวลา สามารถทำให้องค์กรลดความสูญเสียทุกรูปแบบในกระบวนการทำงานทุกสายงาน ซึ่งหากไม่ให้ความสนใจและพยายามปรับปรุงแก้ไขวิธีการทำงานนั้น ๆ ให้ดีขึ้น ความสูญเสียก็ยิ่งเพิ่มขึ้นเป็นเงาตามตัว ทำให้หน่วยงานหรือองค์กร ต้องสูญเสียลูกค้าและกำไรที่ควรได้ไป การลดความสูญเสียถือเป็นหน้าที่ของพนักงานและผู้บริหารทุกคน ดังนั้นทุกคนต้องมีความรู้ จิตสำนึก การสังเกต หาสาเหตุ และแนวทางแก้ไขป้องกัน เพื่อลดต้นทุนและค่าใช้จ่ายที่ไม่จำเป็น ซึ่งเป็นหนทางที่ใช้ในการปรับปรุงการเพิ่มผลผลิต เพื่อความอยู่รอดขององค์กร
ความหมายการเพิ่มผลผลิต แบ่งออกเป็น 2 แนวคิด คือ
1. การเพิ่มผลผลิตตามแนวคิดทางวิทยาศาสตร์ คือ อัตราส่วนระหว่างปัจจัยการผลิตที่ใช้ไป (Input) (แรงงาน เครื่องมือ วัตถุดิบเครื่องจักร พลังงาน และอื่น ๆ) กับผลผลิตที่ได้จากกระบวนการผลิต (Output) (ตู้เย็น รถยนต์ การขนส่ง) คำนวณได้จาก
การเพิ่มผลผลิต (Productivity) = ผลผลิต (Output) / ปัจจัยการผลิต (Input)
2. การเพิ่มผลผลิตตามแนวคิดทางเศรษฐกิจและสังคม คือ การที่จะหาทางปรับปรุงสิ่งต่าง ๆ ให้ดีขึ้นอยู่เสมอ โดยมีความเชื่อว่าเราสามารถทำสิ่งต่าง ๆ ในวันนี้ให้ดีกว่าเมื่อวานและวันพรุ่งนี้ ซึ่งเป็นความสำนึกในจิตใจ (Consciousness of Mind) เป็นความสามารถ หรือพลังความก้าวหน้าของมนุษย์ที่จะแสวงหาทางปรับปรุงสิ่งต่าง ๆ ให้ดีขึ้นเสมอทั้งเรื่องของการประหยัดทรัพยากร พลังงาน และเงินตรา ที่ต้องร่วมมือปรับปรุงเร่งรัดการเพิ่มผลผลิตในทุกระดับ เพื่อหาความเจริญมั่นคงทางเศรษฐกิจและสังคมของประเทศโดยรวม
สรุปว่าการเพิ่มผลผลิต (Productivity) หมายถึง กระบวนการในการปฏิบัติงานเพื่อให้ได้สินค้า บริการ หรืองานที่มีคุณภาพสอดคล้องกับความต้องการของลูกค้า ด้วยวิธีการในการลดต้นทุน ลดการสูญเสียทุกรูปแบบ การใช้เทคโนโลยี การใช้ทรัพยากรอย่างคุ้มค่า การพัฒนาศักยภาพบุคลากร และการใช้เทคนิคการทำงานต่าง ๆ เข้ามาเพื่อเพิ่มประสิทธิภาพในการทำงาน หรือคำนวณได้จากการเพิ่มผลผลิต (Productivity) หมายถึง อัตราส่วนระหว่างผลผลิตที่ได้ (Output) กับปัจจัยนำเข้า (Input) ซึ่งเกิดจากประสิทธิภาพจากการทำงานของแต่ละบุคคลและองค์กร
1. ทรัพยากรจำกัดการเพิ่มผลผลิตเป็นเครื่องมือที่ทำให้เราใช้ประโยชน์จากทรัพยากรที่มีอยู่อย่างจำกัดและนับวันจะน้อยลงให้เกิดประโยชน์สูงสุดและสูญเสียน้อยที่สุด
2. การเพิ่มผลผลิตเป็นเครื่องช่วยในการวางแผนทั้งในปัจจุบันในอนาคตเช่น การกำหนดผลิตผลในสัดส่วนที่เหมาะสมกับความต้องการ เพื่อไม่ให้เกิดส่วนเกิน ซึ่งถือเป็นความสูญเปล่าของทรัพยากร
3. การแข่งขันสูงขึ้นบริษัทต่าง ๆ จะอยู่รอดได้ต้องมีการปรับปรุงอยู่เสมอ การเพิ่มผลผลิตถือเป็นแนวทางในการปรับปรุงประสิทธิภาพ คุณภาพ ลดต้นทุน ทำให้เราสู้กับคู่แข่งขันได้
การปรับปรุงการเพิ่มผลผลิต เพื่อสร้างความได้เปรียบทางการแข่งขันอย่างยั่งยืนนั้น องค์กรนั้น ๆ จำเป็นต้องคำนึงถึงองค์ประกอบทั้ง 7 ดังนี้คือ
1. คุณภาพ (Quality)คือการสร้างความพึงพอใจให้กับลูกค้า
2. ต้นทุน (Cost)คือการลดต้นทุนที่ยังคงไว้ซึ่งคุณภาพของสินค้าและบริการที่ได้มาตรฐาน
3. การส่งมอบ (Delivery) คือการส่งมอบสินค้าหรือบริการที่ถูกต้อง ถูกเวลา และถูกสถานที่
4. ความปลอดภัย(Safety) คือ การสร้างสภาพแวดล้อมในการทำงานให้มีความปลอดภัย ไม่เป็นอันตรายกับพนัก งาน ซึ่งส่งผลให้มีความมั่นใจในการปฏิบัติงาน
5. ขวัญกำลังใจในการทำงาน(Morale) คือการสร้างบรรยากาศและสภาพแวดล้อมในการทำงาน ให้เอื้อต่อการทำงานของพนักงานที่จะปฏิบัติงานอย่างเต็มความสามารถ
6. สิ่งแวดล้อม (Environment)คือการดำเนินธุรกิจโดยไม่ทำลายสิ่งแวดล้อม และชุมชน
7. จรรยาบรรณในการดำเนินธุรกิจ(Ethics) คือการดำเนินธุรกิจโดยไม่เอาเปรียบทุก ๆ ฝ่ายที่เกี่ยวข้องคือ ลูกค้า ผู้จัดหา สินค้าพนักงาน ผู้ถือหุ้น คู่แข่ง ภาครัฐ สังคม และสิ่งแวดล้อม
ความสูญเสีย (Lost) หมายถึง ค่าใช้จ่ายที่จ่ายไปแล้วไม่เกิดผลผลิต บางองค์กรอาจใช้คำว่า ความสูญเปล่า (Waste) ในความเป็นจริง ความสูญเสีย หรือความสูญเปล่าก็คือต้นทุน แต่เป็นต้นทุนที่ไม่ก่อผลประโยชน์ ดังนั้นปัญหาของการเพิ่มผลผลิต ซึ่งทำให้ผลผลิตตกต่ำลง และอาจมีสาเหตุหลายประการซึ่งทำให้เกิดความสูญเสีย ได้แก่ ความสูญเสียในส่วนวัสดุ ความสูญเสียในส่วนเครื่องจักร ความสูญเสียในส่วนแรงงาน และความสูญเสียในส่วนกระบวนการผลิต เป็นต้น
การเพิ่มผลผลิตได้สูงสุดนั้นจำเป็นต้องลดความสูญเสียต่าง ๆ ที่เกิดขึ้นในระบบ ซึ่งลักษณะความสูญเสียสามารถแบ่งได้เป็น 7 ประเภทดังนี้คือ
1. ความสูญเสียเนื่องจากการผลิตมากเกินไป (Over Production) การผลิตสินค้าปริมาณมากเกินความต้องการการใช้งานในขณะนั้น หรือผลิตไว้ล่วงหน้าเป็นเวลานานมาจากแนวความคิดเดิมที่ว่าแต่ละขั้นตอนจะต้องผลิตงานออกมาให้มากที่สุดเท่าที่จะทำได้ เพื่อให้เกิดต้นทุนต่อหน่วยต่ำสุดในแต่ละครั้งโดยไม่ได้คำนึงถึงว่าจะทำให้มีงานระหว่างทำ ในกระบวนการเป็นจำนวนมากและทำให้กระบวนการผลิตขาดความยืดหยุ่น
2. ความสูญเสียเนื่องจากกระบวนการผลิต (Processing) เกิดจากกระบวนการผลิตที่มีการทำงานซ้ำ ๆ กันในหลายขั้นตอน ซึ่งไม่มีความจำเป็นเพราะงานเหล่านั้นไม่ทำให้เกิดมูลค่าเพิ่มกับผลิตภัณฑ์ รวมทั้งงานในกระบวนการผลิตที่ไม่ช่วยให้ตัวผลิตภัณฑ์เกิดความเที่ยงตรงเพิ่มขึ้นหรือคุณภาพดีขึ้น เช่น กระบวนการตรวจสอบคุณภาพของผลิตภัณฑ์ ซึ่งเป็นกระบวนการที่ไม่ทำให้เกิดมูลค่าเพิ่มกับผลิตภัณฑ์ ดังนั้นกระบวนการนี้ควรรวมอยู่ในกระบวนการผลิตให้พนักงานหน้างานเป็นผู้ตรวจสอบไปพร้อมกับการทำงาน หรือขณะคอยเครื่องจักรทำงาน
3. ความสูญเสียเนื่องจากการเก็บวัสดุคงคลัง (Inventory) การซื้อวัสดุคราวละมาก ๆ เพื่อเป็นประกันว่าจะมีวัสดุสำหรับผลิตตลอดเวลา หรือเพื่อให้ได้ส่วนลดจากการสั่งซื้อ จะส่งผลให้วัสดุที่อยู่ในคลังมีปริมาณมากเกินความต้องการใช้งานอยู่เสมอ เป็นภาระในการดูแลและการจัดการ
4. ความสูญเสียเนื่องจากการเคลื่อนไหว (Motion) เป็นท่าทางการทำงานที่ไม่เหมาะสม เช่น ต้องเอื้อมหยิบของที่อยู่ไกล ก้มตัวยกของหนักที่วางอยู่บนพื้น ฯลฯ ทำให้เกิดความล้าต่อร่างกายและทำให้เกิดความล่าช้าในการทำงานอีกด้วย
5. ความสูญเสียเนื่องจากการรอคอย (Delay) คือเกิดจากการที่เครื่องจักร หรือพนักงานหยุดการทำงานเพราะต้องรอคอยบางปัจจัยที่จำเป็นต่อการผลิตเช่น การรอวัตถุดิบ การรอคอยเนื่องจากเครื่องจักรขัดข้อง การรอคอยเนื่องจากกระบวนการผลิตไม่สมดุล การรอคอยเนื่องจากการเปลี่ยนรุ่นการผลิต เป็นต้น
6. ความสูญเสียเนื่องจากการผลิตของเสีย (Defect) เมื่อของเสียถูกผลิตออกมา ของเสียเหล่านั้นอาจถูกนำไปแก้ไขใหม่ ให้ได้คุณสมบัติตามที่ลูกค้าต้องการ หรือถูกนำไปกำจัดทิ้ง ดังนั้น จึงทำให้มีการสูญเสียเนื่องจากการผลิตของเสียขึ้น
7. ความสูญเสียเนื่องจากการขนส่ง (Transportation) เป็นกิจกรรมที่ไม่ก่อให้เกิดมูลค่าเพิ่มแต่กลับเป็นต้นทุนขึ้น การขนย้ายผลิตภัณฑ์ระหว่างผลิตมีมากมาย เช่น งานขนย้ายวัตถุดิบหรือชิ้นงานจากจุดหนึ่งไปยังอีกจุดหนึ่งการขนส่งของไปวางไว้ชั่วคราวเพื่อรอการใช้ครั้งต่อไป เกิดเป็นสต๊อกงานระหว่างการผลิต เป็นเรื่องที่องค์กรจะต้องพิจารณาตั้งแต่การออกแบบผังโรงงาน
เทคนิคการเพิ่มผลผลิตโดยการลดความสูญเสียในถานประกอบการหรือโรงงานอุตสาหกรรม ผู้ประกอบกิจการจะต้องตระหนักและให้ความสำคัญในเรื่องการลดความสูญเสียที่เกิดขึ้นในกระบวนการผลิต ดังนั้นเทคนิคการเพิ่มผลผลิตโดยการลดความสูญเสีย มีหลายวิธีด้วยกันดังนี้
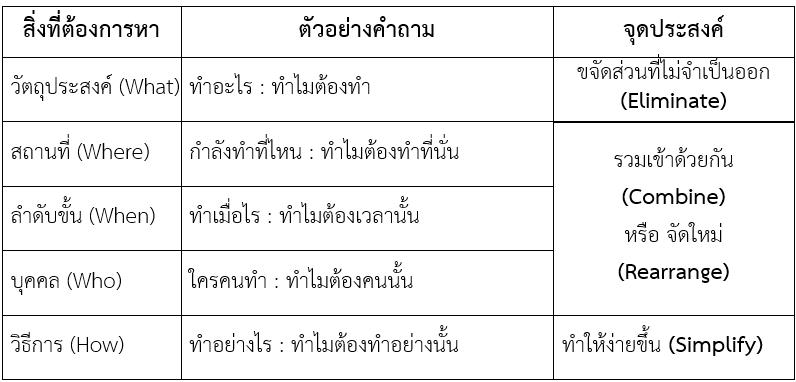
1. เทคนิคการตั้งคำถาม 5W1H และหลักการ ECRS
การใช้หลักการ 5W1H ร่วมกับหลักการ ECRS 5W1H เป็นแนวทางในการตรวจพิจารณาปัญหาอย่างรอบคอบ ไม่ว่าปัญหานั้นจะเป็นงานวิเคราะห์ทั้งระบบ หรือบางส่วนของระบบ โดยการวิเคราะห์ปัญหา โดยการใช้เทคนิค 5W1H ในการคิดวิเคราะห์แบบแก้ปัญหา จะใช้ในขั้นตอนของการวิเคราะห์ข้อมูล และทดสอบ สมมติฐาน มีรายละเอียด ปัญหาคืออะไร หรือ อะไรคือปัญหา ดังนั้นในการวางแผนควบคุมการผลิตผู้บริหารโรงงาน หรือผู้ประกอบกิจการควรใช้หลัก 5W+1H โดยการตั้งคำถามเป็นขั้นตอนตามลำดับดังนี้
1. Who ใคร (ในเรื่องนั้นมีใครบ้าง)
2. What ทำอะไร (แต่ละคนทำอะไรบ้าง)
3. Where ที่ไหน (เหตุการณ์หรือสิ่งที่ทำนั้นอยู่ที่ไหน)
4. When เมื่อไหร่ (เหตุการณ์ หรือสิ่งที่ทำนั้น ทำเมื่อวัน เดือน ปี ใด)
5. Why ทำไม (เหตุใดจึงได้ทำสิ่งนั้น หรือเกิดเหตุการณ์นั้น ๆ)
6. How อย่างไร (เหตุการณ์หรือสิ่งที่ทำนั้นทำเป็นอย่างไรบ้าง)
ECRS เป็นหลักการที่ประกอบด้วยการกำจัด (Eliminate) การรวมกัน (Combine) การจัดใหม่ (Rearrange) และการทำให้ง่าย (Simplify) ซึ่งเป็นหลักการง่าย ๆ ที่สามารถใช้ในการเริ่มต้นลดความสูญเปล่าหรือ MUDA ลงได้อย่างมีประสิทธิภาพ
1. การกำจัด (Eliminate) คือการพิจารณาการทำงานปัจจุบันและพยายามกำจัดความสูญเปล่าทั้ง 7 ประการที่พบออกไป คือการผลิตมากเกินไป การรอคอย การเคลื่อนที่/เคลื่อนย้ายที่ไม่จำเป็น การทำงานที่ไม่เกิดประโยชน์ การเก็บสินค้าที่มากเกินไป การเคลื่อนย้ายที่ไม่จำเป็น และของเสีย
2. การรวมกัน (Combine) คือการพิจารณาว่าสามารถรวมขั้นตอนการทำงานให้ลดลงได้หรือไม่ เช่น จากเดิมเคยทำ 5 ขั้นตอนก็รวมบางขั้นตอนเข้าด้วยกัน ทำให้ขั้นตอนที่ต้องทำลดลงจากเดิม
3. การจัดใหม่ (Rearrange) คือ การจัดขั้นตอนการผลิต และบริการใหม่เพื่อให้ลดการเคลื่อนที่ที่ไม่จำเป็น หรือ การรอคอย เช่นในกระบวนการผลิต หากทำการสลับขั้นตอนที่ 2 กับ 3 โดยทำขั้นตอนที่ 3 ก่อน 2 จะทำให้ระยะทางการเคลื่อนที่ลดลง เป็นต้น
4. การทำให้ง่าย (Simplify) หมายถึง การจัดรูปแบบของเอกสารให้เข้าใจง่ายและสะดวกเหมาะสมกับการใช้งาน หรือเป็นการปรับปรุงการทำงานให้ง่ายและสะดวกขึ้น โดยอาจจะออกแบบจิ๊ก (Jig) หรือฟิกเจอร์ (Fixture) เข้าช่วยในการทำงานเพื่อให้การทำงานสะดวกและแม่นยำขึ้น ซึ่งสามารถลดของเสียลงได้ จึงเป็นการลดการเคลื่อนที่ที่ไม่จำเป็นและลดการทำงานที่ไม่จำเป็น
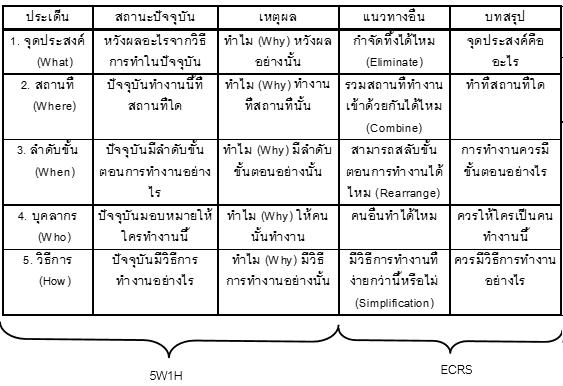
หลักการ ECRS โดยการตั้งคำถาม
หลักการ 5W1H และ ECRS จึงสามารถนำมาประยุกต์ ใช้ร่วมกันในการวิเคราะห์ความจำเป็นของแต่ละกระบวนการเพื่อ แก้ไขปัญหาความสูญเปล่าที่เกิดจากกระบวนการผลิตได้ตามตาราง การตรวจพิจารณาด้วย 5W1H
ตารางที่ 1 การกำหนดมาตรการตอบโต้และปฏิบัติ
ดังนั้น ถ้าสามารถลดความสูญเสียทั้ง 7 ที่เกิดขึ้น จะทำให้โรงงานหรือสถานประกอบการ มีประสิทธิภาพการผลิตที่ดี ลดความยุ่งยาก และความวุ่นวายในการผลิตลง ซึ่งจะส่งผลให้มีต้นทุนการผลิตที่ลดลงอย่างแน่นอน
ประโยชน์ที่สถานประกอบการจะได้รับ
2. การผลิตแบบลีน (Lean Manufacturing)
ระบบการผลิตแบบลีน เป็นระบบการผลิตเพื่อช่วยลดความสูญเปล่าหรือความสูญเสียที่เกิดขึ้น (Waste/Muda) ทั้ง 7 ประการ (7 Wastes) ที่เกิดขึ้นในกระบวนการทำงานจากกิจกรรมอันไม่ก่อให้เกิดมูลค่าเพิ่ม เพื่อสร้างความได้เปรียบทางการแข่งขัน และลดต้นทุนของระบบ ยกระดับการดำเนินงาน เพื่อนำไปสู่การเพิ่มประสิทธิภาพสูงสุด และเน้นการตอบสนองความพึงพอใจความต้องการของลูกค้าและทันเวลาเป็นสำคัญ
ประโยชน์ของการนำระบบลีนมาใช้ มีดังต่อไปนี้คือ
ขั้นตอนหลักในการดำเนินการผลิตระบบลีน
การผลิตแบบลีน คือวิธีการที่มีระบบแบบแผนในการระบุและกำจัดความสูญเสีย หรือสิ่งที่ไม่เพิ่มคุณค่าภายในกระแสคุณค่าของกระบวนการ โดยอาศัยการดำเนินตามจังหวะความต้องการของลูกค้าด้วยระบบดึง ทำให้เกิดสภาพการไหลอย่างต่อเนื่อง ราบเรียบ และทำการปรับปรุงอย่างต่อเนื่องเพื่อสร้างคุณค่าให้แก่ระบบอยู่เสมอ โดยแบ่งได้ 5 ขั้นตอน
เครื่องมือและเทคนิคที่สนับสนุนระบบการผลิตแบบลีน
เครื่องมือและเทคนิคที่สนับสนุนระบบการผลิตแบบลีน เพื่อใช้ในการแก้ปัญหาต่าง ๆ ให้มีประสิทธิภาพ ผู้เขียนขอยกตัว อย่างดังนี้คือ
1. กิจกรรม 5ส
เป็นกระบวนการหนึ่งที่เป็นระบบมีแนวปฏิบัติที่เหมาะสมสามารถนำมาใช้เพื่อปรับปรุงแก้ไขงาน และรักษาสิ่งแวดล้อมในสถานที่ทำงานให้ดีขึ้น ทั้งในส่วนงานด้านการผลิต และด้านการบริการ ซึ่งนำมาใช้ในการเพิ่มประสิทธิภาพการทำงานขององค์กร ได้อีกทางหนึ่ง ประกอบด้วย
สรุปว่าผลที่ได้จากการทำ 5ส เป็นการเพิ่มประสิทธิภาพในการทำงาน กล่าวคือ ลดเวลาทำงานลดอุบัติเหตุ ลดเวลาในการปรับเปลี่ยนกิจกรรม เพิ่มกิจกรรมการเพิ่มคุณค่าของพนักงาน และให้พนักงานมีส่วนร่วมในการพัฒนาการทำงานมากขึ้น
2. การจัดสายการผลิตแบบเซลล์ลูลาร์ (Cellular)
เป็นการวางผังโรงงานชนิดหนึ่ง ซึ่งนำเครื่องจักรมาวางไว้ใกล้ตามลำดับการผลิต หรือตามทิศทางเดินของชิ้นงาน มีเครื่อง จักรและอุปกรณ์เป็นของตัวเอง โดยทั่วไปมี 12 คน และ 5-15 สถานีทำงาน จะถูกจัดรวมไว้ในหนึ่งเซลล์ แต่ละเซลล์จะต้องผลิตสินค้าอะไร หรือรุ่นไหน แต่สามารถเปลี่ยนชนิดของสินค้าในการผลิตได้ หากว่าสามารถใช้เครื่องจักรร่วมกันในเซลล์นั้น ๆ ได้ เซลล์จำเป็นต้องทำให้สมดุล (Line Balancing) เพื่อรักษาการไหล (Flow) ที่ดีของงงาน และควรใช้สายการผลิตแบบเซลล์ร่วมกับระบบคัมบัง (Kanban) เพื่อให้เกิดการผลิตแบบดึง (Pull) ตามแนวคิดของลีน
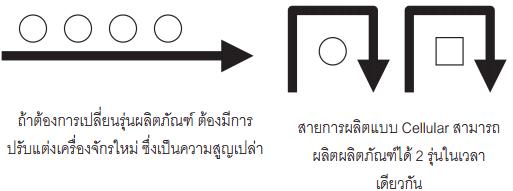
รูปที่ 1 การผลิตแบบสายการผลิตเดี่ยวกับ แบบ Cellular
3. ไคเซ็น (Kaizen)
เป็นแนวคิดของการปรับปรุงอย่างต่อเนื่องตลอดเวลา โดยเน้นในความมีส่วนร่วม (Participation) ของทุกคนเป็นหลัก และเชื่อในปริมาณของสิ่งที่ทําการปรับปรุงมากกว่าผลที่ได้จากการปรับปรุง (Return) คือ เน้นการปรับปรุงหลาย ๆ สิ่งทําปริมาณมาก ๆ ถึงแม้ว่าผลลัพธ์ที่ได้จะดีขึ้นเพียงเล็กน้อย (Small Improvement) แต่ถ้าทําไปเรื่อย ๆ อย่างต่อเนื่องก็จะกลายเป็นผลการปรับปรุงที่ยิ่งใหญ่ (Big Improvement) ในอนาคต
การทํากิจกรรมไคเซ็น อาจเป็นกลุ่ม หรือเดี่ยวก็ได้ขึ้นกับเรื่องที่ทํา โดยทำให้เกิดผลดังนี้ เช่น ระยะทางการขนย้ายลดลง รอบเวลาการผลิตลดลง ใช้พื้นที่น้อยลง คุณภาพดีขึ้น เพิ่มความปลอดภัยและขวัญกำลังใจดีขึ้น เป็นต้น ดังนั้นสรุปว่าไคเซ็น คือ
4. การปรับเรียบการผลิต (Level Production)
คือการกระจายการผลิตชิ้นงานรุ่นต่าง ๆ ลงไปอย่างสม่ำเสมอในช่วงเวลาการผลิต ซึ่งจะทำให้การผลิตในแต่ละวันเกิดความสม่ำเสมอ ปัจจัยสำคัญของการปรับเรียบการผลิตก็คือ Lot Size ในการผลิต ยิ่ง Lot Size ในการผลิตมีขนาดเล็กก็ยิ่งทำให้การปรับเรียบการผลิตดีขึ้น กล่าวคือในช่วงการผลิตหนึ่งอาจผลิตชิ้นงานได้หลากหลายรุ่น และหากมีคำสั่งซื้อเร่งด่วนจากลูกค้าเข้ามาแทรกระหว่างวัน ก็สามารถแทรกลำดับในการผลิตได้อย่างรวดเร็วและไม่ส่งผลกระทบต่อกิจกรรมการผลิตมากนัก

รูปที่ 2 ตัวอย่างลักษณะการปรับเรียบการผลิต
3. ระบบการผลิตแบบทันเวลาพอดี (Just in Time)
การผลิตแบบทันเวลาพอดี (Just In Time: JIT) คือ การผลิต หรือการส่งมอบสิ่งของที่ต้องการในเวลาที่ต้องการ ด้วยจำนวนที่ต้องการ โดยใช้ความต้องการของลูกค้าเป็นเครื่องกำหนดปริมาณการผลิตและการใช้วัตถุดิบ ซึ่งหมายรวมถึงบุคลากรในส่วนงานต่าง ๆ ที่ต้องการงานระหว่างทำ (Work In Process) หรือวัตถุดิบ (Raw Material) เพื่อให้เกิดการผลิตได้อย่างต่อเนื่อง ซึ่งจะทำให้วัสดุคงคลังที่ไม่จำเป็นในรูปของวัตถุดิบ (Raw Material), งานระหว่างทำ (Work In Process) และสินค้าสำเร็จรูป (Finished Goods) กลายเป็นศูนย์
วัตถุประสงค์ของการผลิตแบบทันเวลาพอดี
ประโยชน์ที่เกิดจากการผลิตแบบทันเวลาพอดี
4. การบำรุงรักษาทวีผลแบบทุกคนมีส่วนร่วม (Total Productive Maintenance)
การบำรุงรักษาทวีผลที่ทุกคนมีส่วนร่วม (Total Productive Maintenance: TPM) คือระบบการบำรุงรักษาเครื่องจักร ที่เน้นให้พนักงานทุกคนมีส่วนร่วมในการบำรุงรักษาเครื่องจักรด้วยตนเอง เพื่อให้เครื่องจักรมีประสิทธิภาพสูงสุด และคงอายุการใช้งานนานที่สุดการดูแลรักษาเครื่องจักรมีพัฒนาการมาอย่างต่อเนื่องตามลำดับขั้นดังต่อไปนี้
1. การซ่อมเมื่อขัดข้อง (Breakdown Maintenance) คือการซ่อมแซมเครื่องจักรหลังจากเครื่องจักรเสีย หรือขัดข้องเพื่อให้สามารถใช้งานได้ต่อไปและในขณะซ่อมต้องหยุดทำการผลิตสินค้า
2. การบำรุงรักษาเชิงป้องกัน (Preventive Maintenance) คือการบำรุงรักษาเครื่องจักรเพื่อไม่ให้เครื่องจักรเกิดเสียหายขึ้น เช่น การตรวจสอบเครื่องจักร หรือการเปลี่ยนชิ้นส่วนอะไหล่ตามเวลาที่กำหนด การหยอดน้ำมันหล่อลื่น โดยความดูแลของพนักงานช่างผู้ควบคุมดูแลเครื่องจักร
3. การบำรุงรักษาเชิงแก้ไขปรับปรุง (Corrective Maintenance) คือการแก้ไขปัญหาที่เกิดขึ้นแล้วไม่ให้เกิดซ้ำอีกรวมทั้งแก้ไขปรับปรุงสภาพเครื่องจักรให้สามารถใช้งานได้นานที่สุดเท่าที่จะทำได้
4. การป้องกันการบำรุงรักษา (Prevention Maintenance) คือการออกแบบเครื่องจักร อุปกรณ์ให้ง่ายต่อการรักษา
5. การบำรุงรักษาทวีผล (Productive Maintenance) คือการนำการบำรุงรักษาทั้ง 4 ขั้นแรก มารวมกัน และใช้ให้เกิดประโยชน์สูงสุดภายใต้กระบวนการผลิตสินค้า
6. การบำรุงรักษาทวีผลที่ทุกคนมีส่วนร่วม (Total Productive Maintenance: TPM) คือการทำกิจกรรมบำรุงรักษาทั้ง 5 ขั้นตอน โดยพนักงานทุกคนที่เกี่ยวข้องกับเครื่องจักรมีส่วนร่วมในการบำรุงรักษาทวีผล ซึ่งการบำรุงรักษาทวีผลที่ทุกคนมีส่วนร่วมจะประสบผลสำเร็จได้จะต้องประกอบด้วยส่วนสำคัญ 5 ส่วน ดังต่อไปนี้
เป้าหมายของ TPM
การตั้งเป้าหมายของ TPM ก็เพื่อใช้ในการวัดระดับความ สำเร็จในการทำกิจกรรม เพื่อให้ทุกคนในองค์กรทำงานไปในทิศทางเดียวกัน โดยมีเป้าหมาย คือ
1. เครื่องจักรขัดข้องเป็นศูนย์ (Zero Breakdown)
2. อุบัติเหตุเป็นศูนย์ (Zero Accident)
3. ของเสียเป็นศูนย์ (Zero Defect)
สรุปว่าจุดประสงค์หลักของการทำ TPM คือการทำให้มีประสิทธิภาพโดยรวมของระบบมี ค่าสูงสุด โดยการมุ่งกำจัดความสูญเสียทุกชนิดที่มีอยู่ให้เป็นศูนย์
ขั้นตอนสำคัญในการดำเนินกิจกรรม TPM
ในการจัดทำกิจกรรม TPM ประกอบด้วย 12 ขั้นตอนที่สำคัญดังต่อไปนี้
1. ความจริงจังของผู้บริหารสูงสุด เป็นปัจจัยแห่งความสำเร็จที่สำคัญที่สุดของการดำเนินกิจกรรม TPM ไม่ว่าจะเป็นความจริงจังในเชิงนโยบาย ความจริงจังในเชิงการกระทำ และความจริงจังในเชิงการสนับสนุน
2. ฝึกอบรมให้ความรู้และการเชิญชวน โดยมีการแบ่งหลักสูตรออกเป็นระดับตามความจำเป็นสำหรับพนักงานแต่ละระดับ โดยแบ่งออกเป็น TPM สำหรับผู้บริหารระดับสูง TPM สำหรับผู้บริหารระดับระดับกลาง การเป็นวิทยากร TPM สำหรับหัวหน้างาน
3. จัดตั้งคณะกรรมการรณรงค์ส่งเสริม TPM และผังการบริหาร TPM ดำเนินไปได้ด้วยกิจกรรมกลุ่มย่อยที่มีการสื่อสารทั้งจากบนลงล่าง และจากล่างขึ้นบนโดยผ่านหัวหน้ากลุ่มที่เป็นสมาชิกในระดับที่สูงขึ้นไปหรือที่เรียกว่า “คาบเกี่ยวกัน (Overlapping)” ซึ่งเป็นคณะกรรมการในระดับต่าง ๆ ที่ทำหน้าที่ในการรณรงค์ส่งเสริมให้ TPM สามารถดำเนินการได้อย่างต่อเนื่อง สำหรับทีมที่จะปฏิบัติกิจกรรมต่าง ๆ ในแปดเสาหลักของ TPM จะเรียกว่า ทีมปฏิบัติการ TPM ซึ่งมีการดำเนินการในลักษณะกิจกรรมกลุ่มย่อย โดยมีฝ่ายที่รับผิดชอบเสาหลักนั้น ๆ เป็นหัวหน้าทีม ส่วนฝ่ายอื่นจะมีหน้าที่คอยให้การสนับสนุน
4. กำหนดปรัชญา นโยบาย และเป้าหมาย TPM โดยการระดมความคิดเห็นโดยระดมข้อมูลจากคณะกรรมการและทีมงาน
5. จัดทำแผนแม่บท TPM เพื่อเป็นการแสดงรายละเอียดขั้นตอนปฏิบัติของเสาหลักทั้งแปด โดยกำหนดเวลาตั้งแต่เริ่มต้นจนเสร็จสมบูรณ์
6. จัดพิธีเปิด TPM อย่างเป็นทางการ เป็นวันที่จะทำให้ทุกคนรับทราบว่า TPM ในบริษัทเริ่มดำเนินการอย่างจริงจังแล้ว และมีปรัชญา นโยบาย และเป้าหมายอย่างไร สถานที่จัดพิธีเปิด TPM ควรกว้างขวาง เพื่อให้ทุกคนในบริษัทรวมทั้งแขกรับเชิญจากภายนอกมารวมอยู่ด้วยกันได้ นอกจากนั้นในพิธีเปิดควรมีบางสิ่งที่แสดงให้เห็นถึงความเป็นอันหนึ่งอันเดียวกัน เช่น ป้ายคำขวัญต่าง ๆ เสื้อ TPM และของที่ระลึก TPM
7. การปรับปรุงประสิทธิภาพการผลิต มีเป้าหมายอยู่ที่การปรังปรุงประสิทธิผลโดยรวมของเครื่องจักร (Overall Equipment Effectiveness: OEE) มีค่าสูงสุด โดยมีกิจกรรมต่าง ๆ ที่ต้องกระทำทั้งหมด 4 กิจกรรม หรือที่เรียกว่า 4 เสาหลักของ TPM ในส่วนการผลิตคือ (1) การปรับปรุงเฉพาะเรื่อง คือ การปรับปรุงโดยมีเป้าหมายเพื่อลดความสูญเสีย (Losses) ให้เป็นศูนย์ (2) การบำรุงรักษาด้วยตนเอง (3) การบำรุงรักษาตามแผน โดยมีเป้าหมายเพื่อยืดอายุการใช้งานเฉลี่ยก่อนการเสียหายแต่ละครั้งให้ยาวนานที่สุด (Mean Time Between Failure: MTBF) (4) การพัฒนาทักษะการปฏิบัติงานและการบำรุงรักษา เพื่อป้องกันความเสียหายจากการใช้งานผิดวิธี หรือการใช้งาสนที่ไม่เหมาะสม และความสูญเสียที่เกิดจากการบำรุงรักษา
8. การคำนึงถึงการบำรุงรักษาตั้งแต่ขั้นตอนของการออกแบบ
9. การบำรุงรักษาเพื่อคุณภาพ คือการควบคุมเครื่องจักรที่ใช้ในกระบวนการผลิตให้ผลของการทำงานมีมาตรฐาน เป็นไปตามค่าที่กำหนดไว้ตลอดเวลา
กิจกรรม TPM ในสำนักงาน เป็น TPM ในฝ่ายวางแผนและพัฒนา ฝ่ายขาย และฝ่ายบริหาร ก็คือ การปรับปรุงประสิทธิภาพการทำงานของตนเอง การสนับสนุนกิจกรรมเพื่อเพิ่มประสิทธิภาพการผลิต และการดูแลอุปกรณ์สำนักงานให้มีประสิทธิภาพ
10. ระบบชีวอนามัย ความปลอดภัย และสิ่งแวดล้อมภายในโรงงาน เป็นขั้นตอนที่จะทำให้ระบบการผลิตเสริมสร้างสุขภาพของพนักงานด้วยเครื่องจักรที่สะอาด ใช้งานได้อย่างไม่ลำบากจนเกิดความเครียด และลดความเสี่ยงที่จะเกิดอันตรายโดยมีเป้าหมาย ก็คือ อุบัติเหตุเป็นศูนย์ มลพิษเป็นศูนย์
11. การทำทุกอย่างให้สมบูรณ์และยกระดับ TPM เป็นขั้นตอนของการทบทวนโครงสร้างที่ให้ทุกฝ่าย ทุกคนมีส่วนร่วมเพื่อให้เกิดความร่วมมืออย่างสมบูรณ์ที่สุด โดยมุ่งที่จะก้าวไปสู่เป้าหมายที่สูงขึ้นไปอีก
5. เทคนิควิศวกรรมอุตสาหการ (IE Techniques)
เทคนิควิศวกรรมอุตสาหการ (IE Techniques) เป็นกลุ่มของเทคนิควิธีที่มุ่งขจัดความสูญเสียต่าง ๆ ที่เกิดในกระบวนการผลิตและปรับปรุงกระบวนการ วิธีการทำงานให้มีประสิทธิภาพยิ่งขึ้น ตั้งแต่ในส่วนของการออกแบบผลิตภัณฑ์ การวิจัยการดำเนินงาน การวางแผนและควบคุมการผลิต การวางผังโรงงาน การศึกษาวิธีการทำงาน และการวัดผลงาน เป็นต้น เครื่องมือทางวิศวกรรมอุตสาหการ มีหลายอย่างด้วยกัน เช่น แผนภูมิกระบวนการไหล (Flow Process Chart) การศึกษาการทำงาน (Work Study) และแผนผังแสดงเหตุและผล (Cause and Effect Diagram) เป็นต้น โดยผู้เขียนขอยกตัวอย่างเป็นบางส่วน เช่น
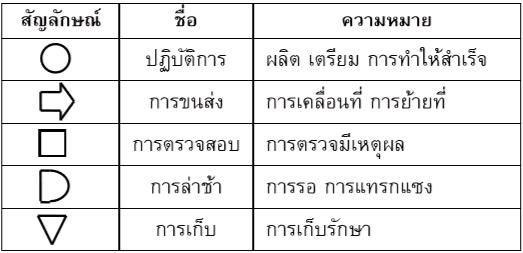
5.1 แผนภูมิกระบวนการไหล (Flow Process Chart) แผนภูมิที่ใช้วิเคราะห์ขั้นตอนการไหล (Flow) ของวัตถุดิบ ชิ้นส่วน พนักงานและอุปกรณ์ที่เคลื่อนไปในกระบวนการพร้อม ๆ กับกิจกรรมต่าง ๆ โดยใช้สัญลักษณ์มาตรฐาน 5 ตัว ซึ่งกำหนดโดย ASME ในสหรัฐอเมริกา ดังนี้คือ
ตารางที่ 2 สัญลักษณ์ที่มีในแผนภูมิกระบวนการไหล
แนวทางการวิเคราะห์แผนภูมิกระบวนการไหล
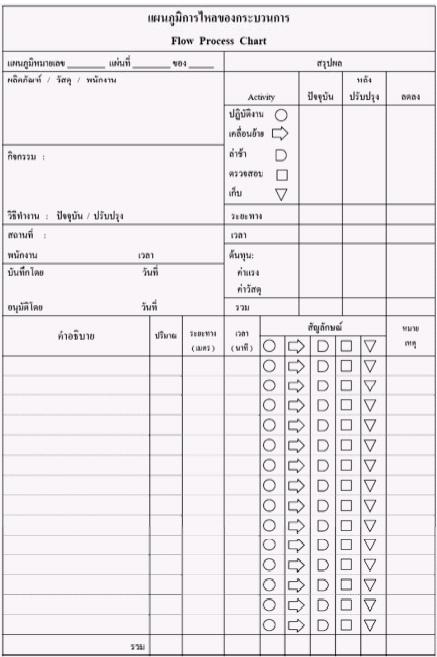
รูปที่ 3 แผนภูมิกระบวนการไหล

ข้อมูลอ้างอิง
1. จันทร์ศิริ สิงห์เถื่อน. (มปป.). การวิเคราะห์กระบวนการ. ภาควิชาวิศวกรรมอุตสาหการ มหาวิทยาลัยเกษตรศาสตร์.
2. ธารชุดา พันธ์นิกุล และคณะ. (2557). การปรับปรุงประสิทธิ ภาพในกระบวนการผลิตด้วยเครื่องมือทางวิศวกรรมอตุสาหการ กรณีศึกษา : โรงงานประกอบรถจักรยาน. ภาควิชาวิศวกรรมอุตสาหการ คณะวิศวกรรมศาสตร์มหาวิทยาลัยอุบลราชธานี. การ ประชุมวิชาการข่ายงานวิศวกรรมอุตสาหการ ประจำ ปี พ.ศ.2557 30-31 ตุลาคม 2557 สมุทรปราการ.
3. เพิ่มผลผลิตแห่งชาติ, สถาบัน "การเพิ่มผลผลิต Productivity," เอกสารแผ่นพับประชาสัมพันธ์ของ สถาบันเพิ่มผลผลิตแห่งชาติ. (บ.ป.ท., ม.ป.ป.)
สงวนลิขสิทธิ์ ตามพระราชบัญญัติลิขสิทธิ์ พ.ศ. 2539 www.thailandindustry.com
Copyright (C) 2009 www.thailandindustry.com All rights reserved.
ขอสงวนสิทธิ์ ข้อมูล เนื้อหา บทความ และรูปภาพ (ในส่วนที่ทำขึ้นเอง) ทั้งหมดที่ปรากฎอยู่ในเว็บไซต์ www.thailandindustry.com ห้ามมิให้บุคคลใด คัดลอก หรือ ทำสำเนา หรือ ดัดแปลง ข้อความหรือบทความใดๆ ของเว็บไซต์ หากผู้ใดละเมิด ไม่ว่าการลอกเลียน หรือนำส่วนหนึ่งส่วนใดของบทความนี้ไปใช้ ดัดแปลง โดยไม่ได้รับอนุญาตเป็นลายลักษณ์อักษร จะถูกดำเนินคดี ตามที่กฏหมายบัญญัติไว้สูงสุด