บริษัท เมเชอร์โทรนิกซ์ จำกัด


สนใจติดต่อ:
คุณสารกิจ 08-1641-8438
E-mail: sarakit@measuretronix.com
Line ID: @measuretronix.ltd
ปัจจุบัน โรงงานอุตสาหกรรมในประเทศไทยส่วนใหญ่ที่มีลักษณะการผลิตแบบต่อเนื่อง นิยมนำเครื่องจักรเข้ามาใช้มาเพื่อเพิ่มผลผลิตให้มากขึ้น และเพื่อให้ผลิตภัณฑ์มีคุณภาพสม่ำเสมอเท่าเทียมกัน ดังนั้นเครื่องจักรจึงเป็นปัจจัยที่มีความสำคัญต่อการผลิตเป็นอย่างมาก จึงจำเป็นอย่างยิ่งที่จะต้องดูแลรักษาเครื่องจักรไม่ให้หยุดขณะทำงานและเกิดการชำรุดให้น้อยที่สุด
ด้วยเหตุผลดังกล่าวผู้ใช้งาน จึงพยายามจะหาวิธีในการตรวจสอบสภาพเครื่องจักร โดยการแบ่งตามความสำคัญของเครื่องจักรแต่ละประเภท เพื่อจัดหมวดหมู่และวิธีการในการบำรุงรักษา
ในการบำรุงรักษาเครื่องจักรแต่ละประเภทมีสภาวะการทำงานที่แตกต่างกัน เราจึงจัดลำดับและวิธีการตรวจประมาณซ่อมบำรุงให้เหมาะสมและสอดคล้องกันเพื่อรักษาเสถียรภาพ ความน่าเชื่อถือของการทำงานของเครื่องจักรขณะผลิต โดยมีรายละเอียดของการบำรุงรักษาที่สำคัญต่าง ๆ ดังนี้
เป็นวิธีการบำรุงรักษาแบบเก่าที่ใช้กับเครื่องจักรที่ไม่มีความสำคัญต่อการผลิต และเป็นเครื่องจักรที่ไม่มีชิ้นส่วนอะไหล่ที่ซับซ้อนและหาอะไหล่เปลี่ยนได้ทั่วไปโดยไม่ต้องรอเวลาในการสั่งซื้อ เช่น หลอดไฟโรงอาหาร, ปั้มน้ำในห้องน้ำ, แสงสว่างทางเดิน, พัดลมระบายอากาศ
เป็นการบำรุงรักษาแบบการดูแลตามระยะเวลา โดยการตรวจซ่อมหรือเปลี่ยนอะไหล่ตามระยะเวลา ตามแผนงานที่กำหนดไว้ ซึ่งมีข้อดีคือทำให้เครื่องทำงานได้ตามระยะเวลาการบำรุงรักษา แต่ก็มีข้อเสียคือ ในบางครั้งชิ้นส่วนอะไหล่ยังไม่หมดอายุหรือยังไม่สึกหรอก็ต้องถูกเปลี่ยนไปตามระยะเวลา ทำให้เสียค่าใช้จ่ายโดยไม่จำเป็น หรือบางครั้งเครื่องจักรนั้นอาจมีการใช้งานหนัก และเสียหายก่อนเวลาก็อาจเป็นได้
เป็นการตรวจสอบสภาพเครื่องจักรและแนวโน้มของการสึกหรอ เพื่อประเมินชิ้นส่วนอะไหล่ในการซ่อมบำรุง โดยอาจจะใช้วิธีการวิเคราะห์ผลการบำรุงรักษาจากประวัติเครื่องจักร, ประวัติการซ่อมบำรุง, ตรวจวัดสภาพเครื่องจักร, บันทึกผลการตรวจวัด, วิเคราะห์ผลการตรวจวัดและแก้ไขปัญหา ซึ่งในการตรวจ Parameter เครื่องจักรมีดังนี้
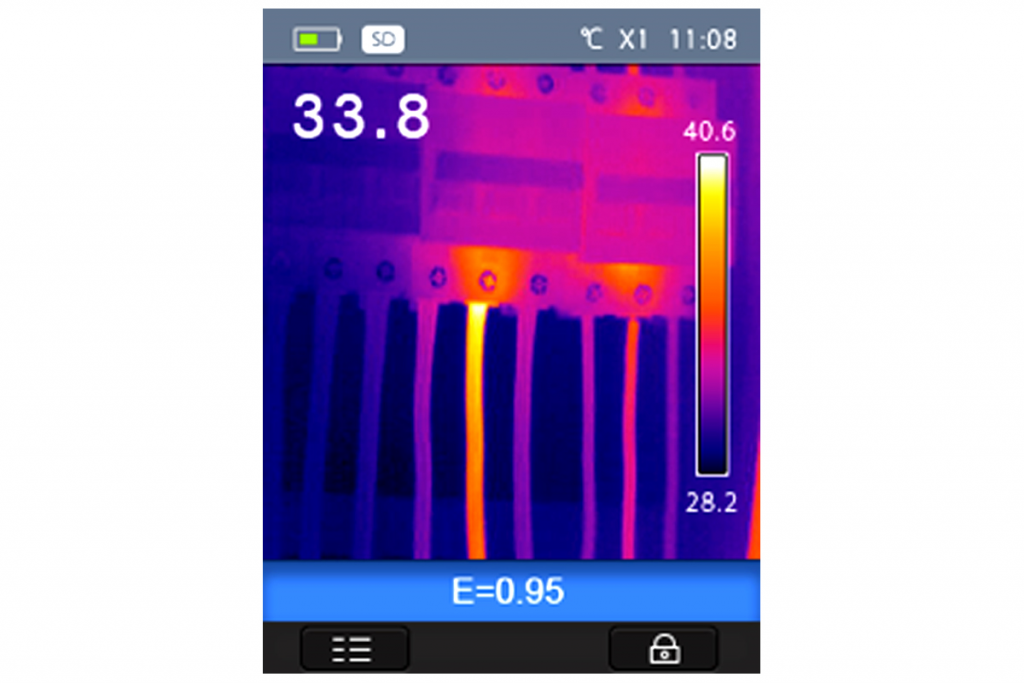
3.1 การตรวจสอบความร้อนด้วยกล้องเทอร์โมสแกน (Thermoscan)
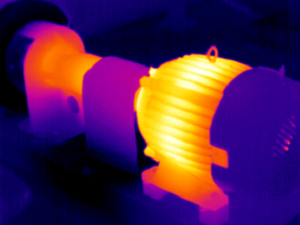
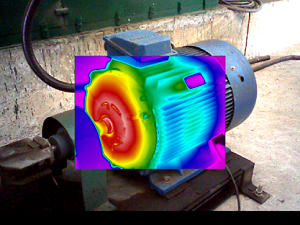
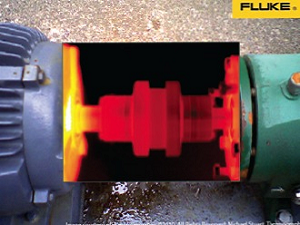
เพื่อดูการเปลี่ยนแปลงของอุณหภูมิที่เพิ่มขึ้นจากการทำงานที่ผิดปกติของชิ้นส่วน ซึ่งการใช้การถ่ายภาพความร้อนยังสามารถใช้ร่วมกับการวิเคราะห์กับการวัด Vibration ในการตรวจสอบความเสียหายจากแบริ่ง, การเกิดการเยื้องศูนย์อย่างรุนแรงของเครื่องที่มีการส่งถ่ายกำลังแบบ Coupling หรือความไม่สมดุล (Unbalance) ที่ทำให้ชิ้นส่วนและจุดหมุนเกิดความร้อนเพิ่มกับชิ้นส่วนที่ถูกกระทำ

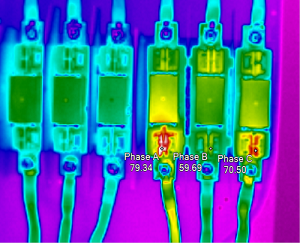
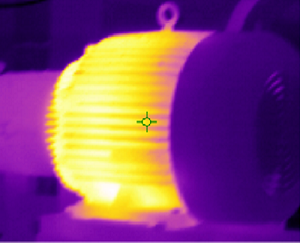
นอกจากนี้การการถ่ายภาพความร้อนยังใช้ในการตรวจสอบจุดต่อไฟฟ้าของเครื่องจักรที่มีการหลวม และส่งผลให้เกิดความร้อนสะสมได้ หรือความร้อนที่มาจากกระแสของมอเตอร์ในแต่ละเฟสที่ไม่เท่ากัน แสดงผลจากความร้อนของสายไฟหรือขดลวดที่มีอุณหภูมิที่ต่างกันมาก
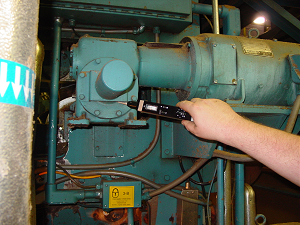
3.2 การตรวจวัดความถี่ด้วยอัลตร้าซาวด์ (Ultrasound)
คือคลื่นเสียงที่มีความถี่สูงกว่าย่านความถี่ที่หูมนุษย์ได้ยิน นั่นคือ สูงกว่า 20,000 Hz อัลตร้าซาวด์เกิดขึ้นได้จากการเสียดสี (Friction), กำรกระทบกระแทก (Impact) เมื่อแบริ่งหรือเกียร์มีการหมุน เกิดการเสียดสีหรือการกระทบ จะส่งผลทำให้เกิดสัญญาณอัลตร้าซาวด์กระจายออกมา



ในความเป็นจริงแล้วชิ้นส่วนของเครื่องจักรกลที่มีการเคลื่อนไหว ล้วนก่อให้เกิดอัลตร้าซาวด์ เช่น เสียงตลับลูกปืนภายในเครื่องจักรที่มีความเสียหายอย่างรุนแรง จนเราสามารถได้ยินได้เสียงออกมาโดยไม่ต้องใช้เครื่องมือใด ๆ ซึ่งลักษณะแบบนี้หมายถึงเครื่องจักรพร้อมที่จะหยุดหมุนเนื่องจากเม็ดลูกปืนแตกได้ในไม่ช้า
แต่การวัดเสียง Ultrasound จากเครื่องจักรสามารถบอกความเสียหายได้ตั้งแต่เริ่มต้น และยังใช้ในการเก็บข้อมูลเพื่อสังเกตแนวโน้มความเสียหายที่เพิ่มขึ้น และยังใช้ในการวิเคราะห์การขาดสารหล่อลื่น เป็นการวัดแบบไม่ทำลาย (NDT: Non-destructive Testing)


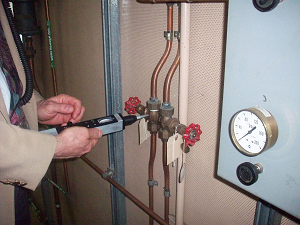
ประโยชน์ของการวัดอัลตร้าซาวด์ ยังใช้ในการตรวจสอบหาลมรั่ว/ก๊าซรั่วของเครื่องจักรได้อีก เนื่องจากเวลาเกิดการรั่วไหลของลมหรือก๊าซจะเกิด Turbulence และก่อให้เกิดเสียง Ultrasound ซึ่งจุดที่เกิดรูรั่วมีขนาดเล็กมาก ๆ การใช้เครื่องวัดประเภทนี้ยังถูกบรรจุอยู่ในแผนอนุรักษ์พลังงานของโรงงาน ในการหาจุดสูญเสียจากลมรั่วที่ใช้คอมเพรสเซอร์อีกด้วย


ในชิ้นส่วนของเครื่องส่วนใหญ่จะมีแบริ่งเป็นส่วนประกอบ และมากกว่า 60% เราจะพบปัญหาที่มาจากการสึกหรอของแบริ่ง จะเกิดเป็นอับดับแรก ๆ หน่วยงานซ่อมบำรุงจึงพยายามหาวิธีที่จะเฝ้าระวังความเสียหายจากชิ้นส่วนนี้ ด้วยการวัดแบบเชิงคาดการณ์ และตรวจสภาพการเปลี่ยนแปลงเพื่อสั่งเกตแนวโน้มความเสียหายที่เพิ่มขึ้น ด้วยการตรวจเสียง Ultrasound ที่มาจากเครื่องจักร
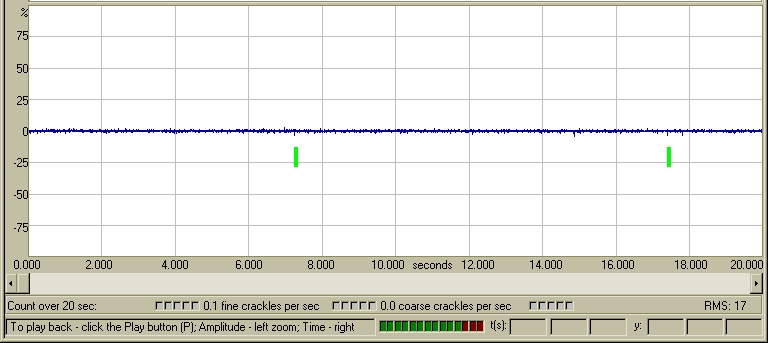
แบริ่งที่มีการการเคลื่อนไหวแบบปกตินั้น รับรู้ได้จากเสียงอัลตร้าซาวด์ที่เครื่องมือสามารถตรวจจับได้ เสียงจะมีความเรียบใสและสามารถดูได้จากโปรแกรมวิเคราะห์ดังกราฟ
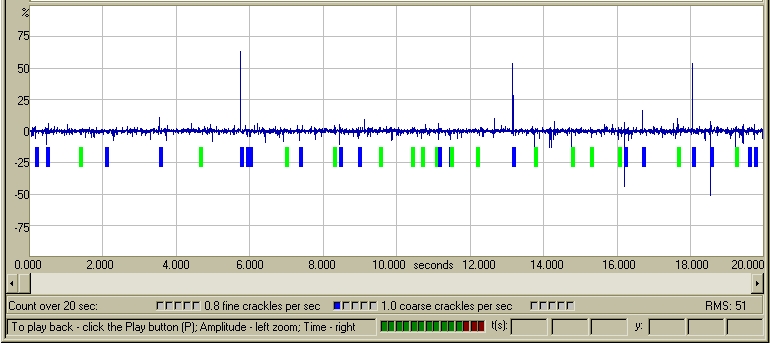
แบริ่งที่มีความเสียหายหรือสึกหรอ สามารถรับรู้ได้จากเสียงอัลตร้าซาวด์ที่เครื่องมือตรวจจับได้ เสียงจะมีลักษณะที่ดังเป็นจังหวะ ไม่เรียบใส ซึ่งเสียงที่สามารถตรวจจับได้นั้น ยังขึ้นอยู่กับลักษณะการหมุนและความเสียหายของแบริ่ง หากดูจากโปรแกรมวิเคราะห์แล้วจะเห็นรูปคลื่นที่ออกมา จะมียอดคลื่นที่สูงตามตำแหน่งของลูกปืนที่เสียหาย และภาพรวมของรูปคลื่นจะมียอดแหลมที่ผิดปกติ
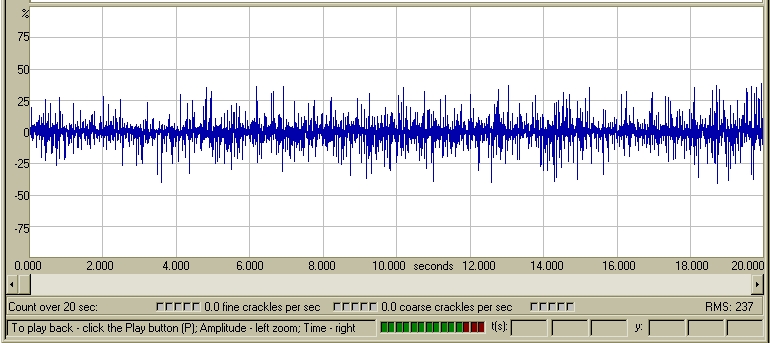
แบริ่งที่ขาดการหล่อลื่น ไม่ว่าจะเป็นน้ำมันหล่อลื่นหรือจาระบีนั้น ก็สามารถรับรู้ได้จากเสียงอัลตร้าซาวด์ที่เครื่องมือตรวจจับได้ โดยเสียงที่ได้ยินนั้นมาจากการเสียดสีของลูกปืนภายใน ลักษณะของเสียงสามารถรับรู้ได้จากความดังของเสียงที่เพิ่มขึ้น และรูปคลื่นที่ได้จากโปรแกรมวิเคราะห์นั้น สามารถสังเกตได้อย่างชัดเจนว่า ระดับของสัญญาณ (RMS) จะเพิ่มสูงขึ้นทั้งรูปคลื่น
3.3 การปรับตั้งแนวเพลา
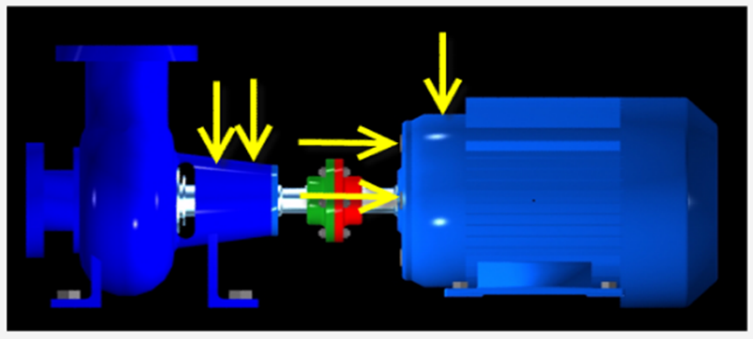
ในการเกิดปัญหาของเครื่องจักรต้นกำลังที่มีการส่งถ่ายแรงด้วยเพลา Coupling และถ่ายแรงไปหา Load ส่วนใหญ่ส่งผลให้เกิดการสั่นที่มาจากปัญหาแนวเพลาไม่เป็นเส้นตรง และส่งผลไปยังอุปกรณ์ต่อพวงกับเพลาเกิดความเสียหาย เช่น Coupling, แบริ่ง, ซีล
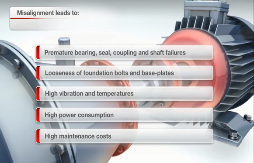
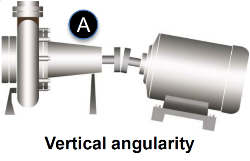
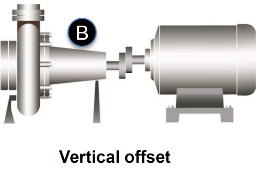
ซึ่งความจำเป็นในการตรวจสอบแนวเพลาจึงช่วยลดปัญหาเครื่องจักรเสียก่อนเวลา ลดการสึกหรอ และการปรับตั้งแนวเพลาด้วย Laser Alignment เป็นการปรับตั้งที่มีความละเอียดแม่นยำสูง

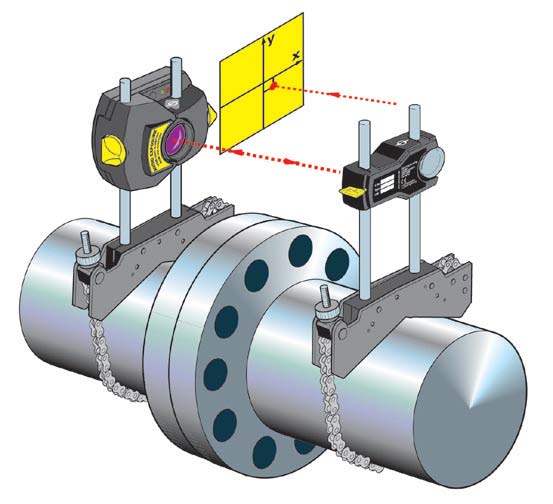
Fluke 830 เป็นเครื่องตั้งศูนย์เพลาด้วยเลเซอร์ที่ใช้งานง่าย, ให้คำตอบที่รวดเร็ว, แม่นยำ และสามารถปฏิบัติได้ ช่วยให้สายการผลิตในโรงงานดำเนินไปได้ด้วยความราบรื่น วัดความคลาดเคลื่อนและให้คำแนะการแก้ไขปัญหาได้ในตัว
3.4 การวัด Vibration
อาจกล่าวได้ในงานบำรุงรักษาเครื่องจักรการวัดวิเคราะห์การสั่นเป็นหัวใจหลักในการตรวจสอบ และยังมีการวัดแบ่งย่อยออกเป็น 2 ประเภทคือ
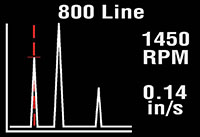
3.4.1 การวัด Vibration วิเคราะห์ความถี่ (FFT) โดยการสอบกลับไปหาความถี่ของการหมุนในแต่ละชิ้นส่วน และนำมาพิจารณาตำแหน่งที่มีการวัด ลักษณะประเภทการทำงานของเครื่องจักร โดยการวัดแบบนี้ผู้วิเคราะห์จะต้องมีประสบการณ์ในการวิเคราะห์
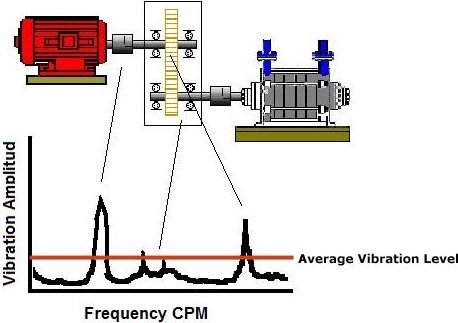
ในการวัดแบบวิเคราะห์ความถี่ FFT นี้ ผู้วัดจะต้องรู้ว่าโครงสร้างของเครื่องจักรทำงานแบบใด เพื่อที่จะมองหาจุดติดตั้ง Sensor ในการวัดที่เหมาะสม และกำหนดจุดวัดในการอ้างอิงในการวัดครั้งต่อไป โดยการสังเกตแนวโน้มของค่าการสั่นที่เพิ่มขึ้น
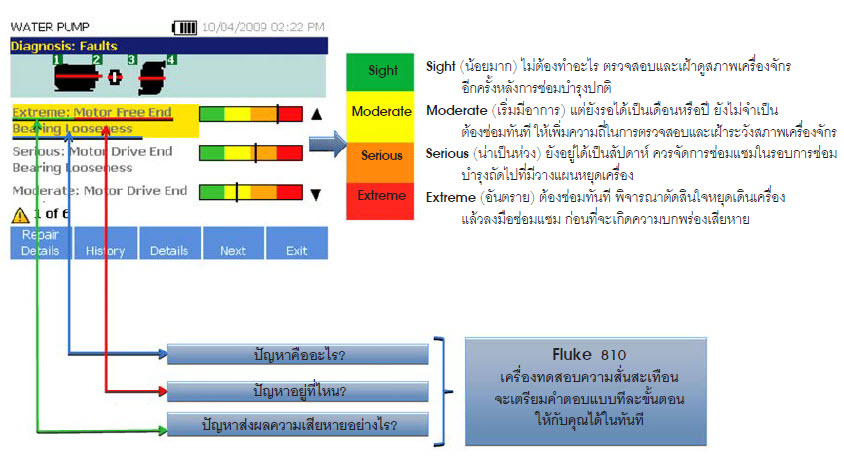
ปัจจุบันเครื่องจักรในการผลิตมีจำนวนมากขึ้น แต่ผู้เชี่ยวชาญในการวิเคราะห์มีจำนวนจำกัด ส่งผลให้การวัดวิเคราะห์ แบบ FFT จึงจำกัดอยู่ในกลุ่มคนที่มีความชำนาญและประสบการณ์สูง และการใช้เครื่องวัดสมัยใหม่ เช่น Fluke 810 ซึ่งถูกออกแบบมาให้ทำหน้าที่เป็นผู้เชี่ยวชาญการในวิเคราะห์ปัญหาเครื่องจักรพื้นฐานในวงการอุตสาหกรรม และบอกปัญหาของความเสียหายที่เกิดขึ้น โดยลำดับความ รุนแรงของปัญหาและความสำคัญก่อนหลังในการแก้ไข

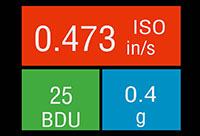
3.4.2 การวัด Vibration Overall เป็นการวัดแบบภาพรวมของการสั่น โดยการแสดงผลเป็นตัวเลข และนำไปเปรียบเทียบกับ ISO 10816 เพื่อประเมินระดับความรุนแรงของการสั่น
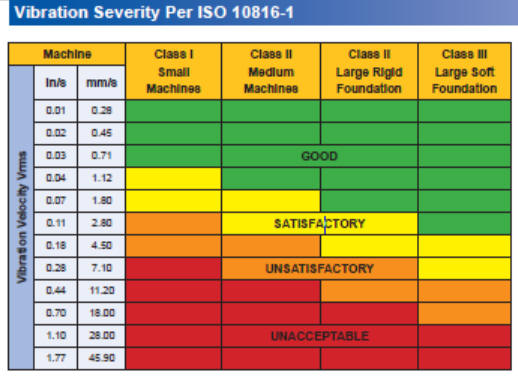
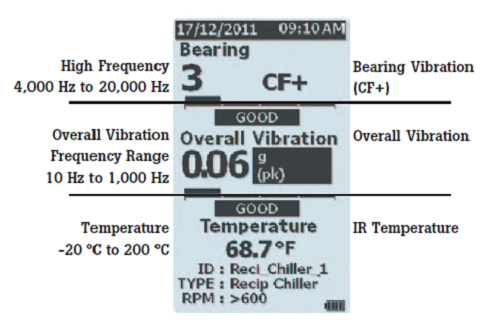

ในการวัดแบบนี้เป็นการตรวจเช็คเครื่องจักรโดยภาพรวมโดยการวัดแบบสม่ำเสมอ เพื่อคัดกรองสภาพของเครื่องจักรได้อย่างรวดเร็ว ซึ่งเครื่องมือประเภทนี้สามารถวัดความถี่ต่ำและความถี่สูง ที่บ่งบอกภาพรวมของการสั่นและสภาพแบริ่ง และอุณหภูมิ ณ จุดวัด ทำให้ง่ายต่อการใช้งาน และไม่ต้องมีทักษะในการวิเคราะห์ FFT
3.5 การวัดรอบการหมุนของเครื่องจักร



3.6 การวัด Parameter ทางไฟฟ้า
โดยทั่วไปลักษณะทางกายภาพของเครื่องจักรจะมีต้นกำลังที่เป็นมอเตอร์ไฟฟ้า ซึ่งทำหน้าที่เปลี่ยนพลังงานไฟฟ้าเป็นพลังงานกล เราจึงมีการวัดค่าทางไฟฟ้าเพื่อประเมินการทำงานของเครื่องจักรได้ เช่น การวัดแรงบิด, การวัดกระแส Amp, การวัดแรงดัน Voltage, การวัดกำลังงาน Watt, การวัดความถี่ไฟฟ้า Hz เหล่านี้นำมาเปรียบเทียบกับ Name Plate หรือพิกัดของเครื่องจักรนั้น

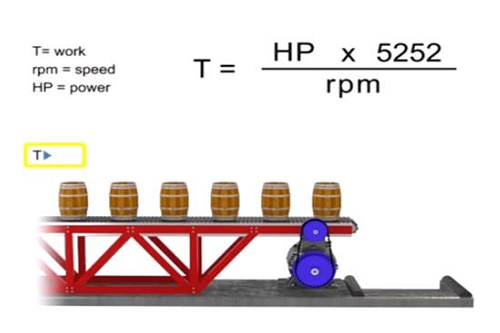
ในการวัดประสิทธิภาพของมอเตอร์ การตรวจสอบกระแสขณะที่มี Load และ RPM ก็เป็นสิ่งที่สามารถใช้เป็นการเปรียบเทียบ IEC หรือ NEMA Standard Design ได้ โดยสังเกตค่า Torque ที่แปรผันตาม RPM หรือใช้เครื่องวัดที่มีฟังก์ชั่น คำนวณประสิทธิภาพอย่าง Fluke 438
3.7 การวิเคราะห์สารหล่อลื่น
เป็นการวิเคราะห์คุณสมบัติทางเคมีและทางกายภาพ เช่น ความหนืด, ความเป็นกรด-ด่าง, จุดวาบไฟ และความถ่วงจำเพาะ เนื่องจากเมื่อน้ำมันหล่อลื่นถูกใช้งานไป คุณสมบัติเหล่านี้จะต้องมีการเปลี่ยนแปลงไปด้วย และการหาสิ่งสกปรกปนเปื้อนที่มาจากสิ่งแวดล้อมหรือถูกสร้างขึ้นภายในระบบหลอลื่น
เป็นการวิเคราะห์เพื่อตรวจหาน้ำมันเชื้อเพลิง, น้ำ, ฝุ่น, คราบเขม่า, สิ่งสกปรก ซึ่งมีผลในการเร่งปฏิกิริยาการเปลี่ยนแปลงคุณสมบัติทางเคมีและทางกายภาพ ทำให้น้ำมันหล่อลื่นขาดคุณสมบัติที่เหมาะสมในการใช้งาน
บริษัท เมเชอร์โทรนิกซ์ จำกัด มีเครื่องมือเพื่อการตรวจวัดในทุกพารามิเตอร์ สำหรับงานซ่อมบำรุงเครื่องจักรในอุตสาหกรรมให้ทำงานได้อย่างราบรื่น มีประสิทธิภาพ และประหยัดเวลาในการปฏิบัติงานของผู้รับผิดชอบงานซ่อมบำรุง


เชื่อถือได้มากกว่า ให้ภาพชัดเจนกว่า สมรรถนะสูงกว่า
* ในโหมด SuperResolution
4 รุ่นใหม่ล่าสุด จาก Fluke Corporation กล้องอินฟราเรดถ่ายภาพความร้อนที่มาพร้อมระบบออโต้โฟกัสใหม่ LaserSharp™ โดยระบบออโต้โฟกัสที่ใช้กันทั่วไปนั้น มักจับโฟกัสที่วัตถุที่อยู่หน้าสุด ซึ่งอาจไม่ใช่วัตถุที่ต้องการวัดอุณหภูมิ ทำให้ระยะโฟกัสผิดพลาด ภาพที่ได้จึงผิดเพี้ยนไป แต่ระบบโฟกัส LaserSharp™ ของ Fluke ใช้แสงเลเซอร์วัดระยะตรงไปยังวัตถุที่ต้องการวัด แล้วทำการปรับระยะโฟกัสที่ระยะดังกล่าวอย่างแม่นยำ จึงให้ภาพความร้อนที่คมชัดทุกรายละเอียด มองเห็นและวิเคราะห์ปัญหาได้ชัดเจนกว่า เหมาะกับงานทั้งด้านอุตสาหกรรม และงานประหยัดพลังงาน
คุณสมบัติเด่น

คุณสมบัติเด่น
เครื่องตรวจจับเสียงอัลตร้าซาวด์ เป็นเครื่องมือตรวจสอบแบบไม่ทำลาย (Non-destructive) ตัวเครื่องรับสัญญาณของ UL101 จะทำหน้าที่ตรวจจับคลื่นอัลตร้าซาวด์ ที่ความถี่ 40kHz แล้วแปลงความถี่ให้ต่ำลงมาอยู่ในย่านที่หูได้ยินโดยวิธีการ Heterodyne ส่งไปยังหูฟังพร้อมกับมิเตอร์วัดความแรงของสัญญาณแบบ Analog

ผู้ใช้สามารถทำการกวาดค้นหาสัญญาณอัลตร้าซาวด์ตามจุดต่าง ๆ ได้ แม้ในที่ที่มีเสียงรบกวนสูงจากสภาพแวดล้อม เนื่องจากเครื่องรับสัญญาณจะรับเฉพาะความถี่ในย่านอัลตร้าซาวด์เท่านั้น เสียงรบกวนส่วนใหญ่จะอยู่ในย่านความถี่เสียงที่หูมนุษย์ได้ยิน สิ่งผิดปกติและความบกพร่องที่เพิ่งเกิดแรกเริ่มจะตรวจพบได้ก่อนทันที ช่วยหลีกเลี่ยงค่าใช้จ่ายซ่อมแซมราคาแพง, อันตรายที่อาจเกิดขึ้น และการหยุดการผลิต
คุณลักษณะเด่นของ CTRL UL101

วัดความสั่นสะเทือนของตัวมอเตอร์ บันทึก และวิเคราะห์ เพื่อประเมินความเสียหายทางกล

Fluke 805 Vibration Meter เป็นเครื่องวัดความสั่นสะเทือนขนาดพกพา สำหรับงานตรวจสอบคัดกรองความผิดปกติของแบริ่ง, สภาพมอเตอร์และเครื่องจักรหมุนต่าง ๆ อย่างรวดเร็ว เหมาะสำหรับช่างเทคนิคที่อยู่หน้างานที่ต้องการเครื่องมือที่เชื่อถือได้ วัดซ้ำได้ เพื่อการตัดสินใจว่าเครื่องจักรหมุนยังสามารถทำงานต่อไปได้ หรือจำเป็นต้องซ่อมบำรุงแล้ว
คุณสมบัติเด่นของ Fluke 805
หัววัดออกแบบพิเศษ
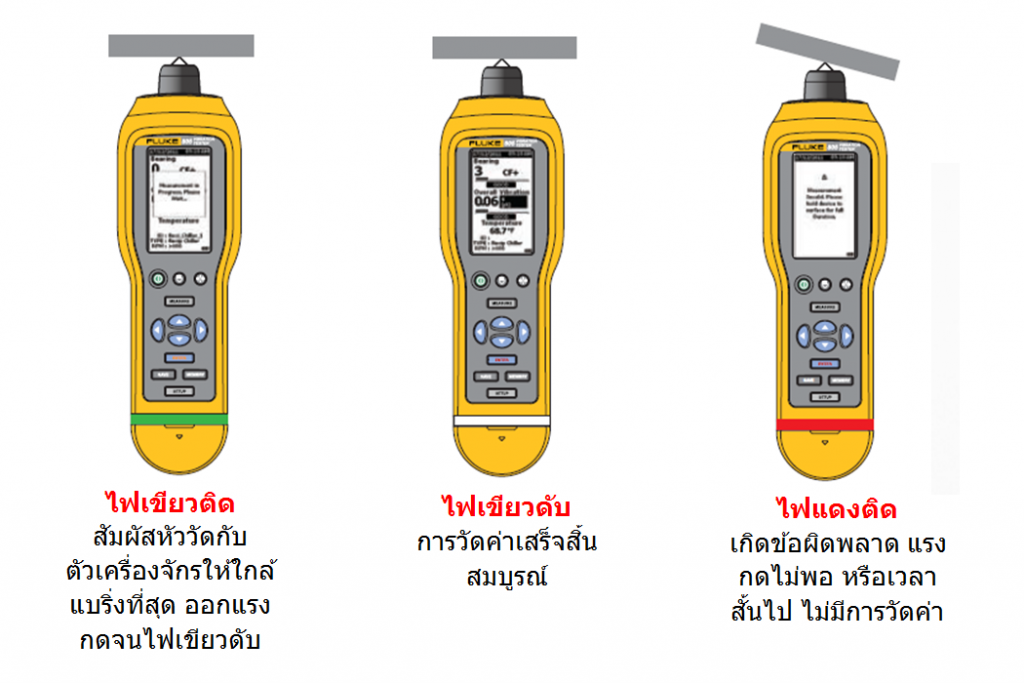

Fluke 805 มีปลายหัววัดความสั่นสะเทือนที่ออกแบบเฉพาะ มีไฟแจ้งความพร้อมการวัด ช่วยลดข้อผิดพลาดจากมุมกดและแรงกดในขณะวัด จึงให้ค่าที่แม่นยำ และวัดซ้ำได้ ไม่ขึ้นกับคนที่ตรวจวัด ใช้ตรวจสแกนความสั่นสะเทือนได้อย่างรวดเร็ว


Fluke 810 เป็นเครื่องทดสอบและวิเคราะห์ความสั่นสะเทือนขั้นสูง สำหรับทีมซ่อมบำรุงเครื่องจักรที่ต้องการคำตอบของปัญหาในทันที ด้วยเทคโนโลยีการวินิจฉัยเฉพาะ ที่บรรจุความเชี่ยวชาญด้านวิเคราะห์ความสั่นสะเทือนไว้ในมือคุณ ช่วยให้คุณบ่งชี้และวินิจฉัยปัญหาทางกลหลัก ๆ ได้อย่างรวดเร็ว โดยการทำตามขั้นตอนง่าย ๆ ตามลำดับที่บอกในเครื่อง ก็สามารถรายงานผลลัพธ์อาการเสียได้เลย โดยไม่ต้องมีประวัติการวัดค่าก่อนหน้าของเครื่องจักรแต่อย่างใด
3 ขั้นตอนง่าย ๆ
Fluke 810 ช่วยคุณระบุตำแหน่งและตรวจวินิจฉัยปัญหาทางกล เพื่อจัดความสำคัญในปฏิบัติการซ่อมบำรุง ด้วย 3 ขั้นตอนง่าย ๆ ดังนี้
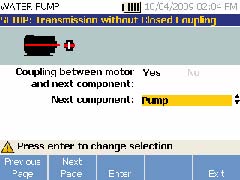
1. ตั้งค่า (Setup) การตรวจสอบความสั่นสะเทือนทำได้ง่ายอย่างที่ไม่เคยมีมาก่อน Fluke 810 จะสอบถามข้อมูลทางกายภาพเบื้องต้นของเครื่องจักรที่คุณรู้ดีอยู่แล้ว จากนั้น Fluke 810 จะบอกการตั้งค่าต่าง ๆ และตำแหน่งการวัดที่เหมาะสมให้ เพื่อทำการตรวจวัดได้เช่นเดียวกับมืออาชีพ

2. ตรวจวัด (Measure) ใช้ง่ายเหมือนใช้เครื่องตรวจวัดในงานซ่อมบำรุงทั่วไป Fluke 810 ออกแบบมาให้เหมาะกับงานบำรุงรักษาประจำวันของช่างโดยทั่วไปอยู่แล้ว การใช้งานใกล้เคียงกับการใช้เครื่องวัดอุณหภูมิธรรมดาแต่ให้คำตอบของปัญหาหรือตรวจสภาพเครื่องจักรได้อย่างรวดเร็วแม่นยำ
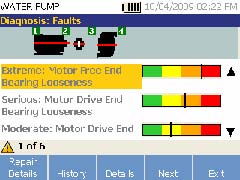
3. วินิจฉัย (Diagnose) ไม่ต้องคาดเดาสภาพเครื่องจักรอีกต่อไป เพียงกดปุ่มเดียว Fluke 810 ก็จะระบุสาเหตุของปัญหา, ตำแหน่งที่เกิดปัญหานั้น ๆ, และระดับความรุนแรง เพื่อทำการแก้ไขเสียตั้งแต่ต้น
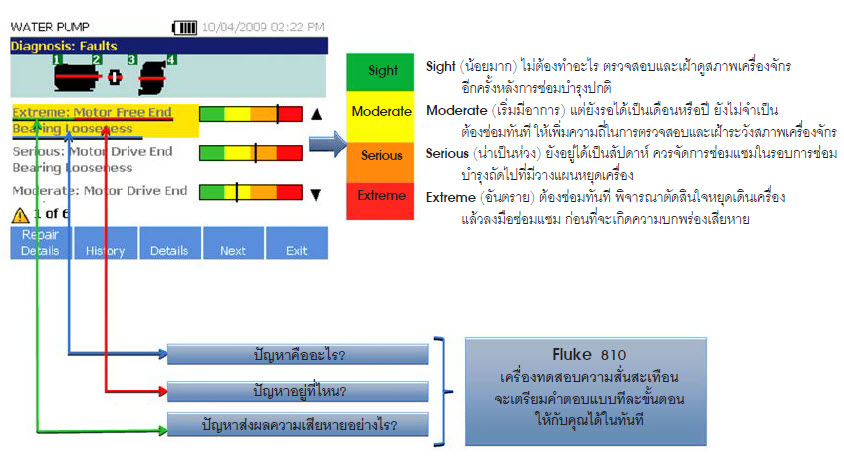
Fluke 810 ก็จะให้ผลลัพธ์เป็นข้อความผลการวินิจฉัยเครื่องจักร
พร้อมคำแนะนำในการแก้ไขปัญหาได้ทันที

Fluke 820-2 สโตรโบสโคปพัฒนาการใหม่ที่ใช้หลอด LED ความสว่างสูง แทนหลอดซีนอนที่อายุสั้นและเปราะบาง ทำให้มีขนาดกะทัดรัด เหมาะมือ ทนทานสูง และใช้งานได้สะดวกกว่า นอกจากใช้วัดความเร็วรอบของเครื่องจักรหรือใบพัดโดยไม่ต้องสัมผัสแล้ว ยังใช้ในการตรวจการทำงานของชิ้นส่วนหมุนในงานอุตสาหกรรมได้อย่างกว้างขวาง ด้วยการสังเกตเครื่องจักรขณะทำงาน โดยเราสามารถมองเห็นเครื่องจักรเสมือนว่าหมุนช้าลงหรือแม้แต่หยุดนิ่งได้ เพื่อมองหาความผิดปกติขณะเคลื่อนที่, ดูสมรรถนะการทำงาน, ดูความเคลื่อนไหวต่าง ๆ และสามารถถ่ายรูปหรือวิดีโอเอาไว้ได้
Fluke 820-2 มีความโดดเด่นเหนือกว่าทั้งฟังก์ชั่นใช้งานที่หลากหลาย, ขนาดเครื่องที่สะดวกใช้ และแบรนด์สินค้า Fluke ที่มั่นใจได้ สามารถใช้วัดความเร็วรอบแทนแทคโคมิเตอร์แบบเลเซอร์ ด้วยความแม่นยำที่สูงถึง 0.02 % ให้ความสว่างสูงถึง 4,800 ลักซ์ ปรับความถี่การกระพริบได้ 30-300,000 ครั้งต่อนาที
คุณสมบัติเด่น

เครื่องวัดความเร็วรอบ (Tachometer) ที่สามารถทำงานได้ทั้งแบบสัมผัสและไม่สัมผัสในตัวเดียวกัน โดยมีอะแดปเตอร์สำหรับการวัด mpm (เมตรต่อนาที) และ rpm (รอบต่อนาที)
คุณสมบัติเด่น

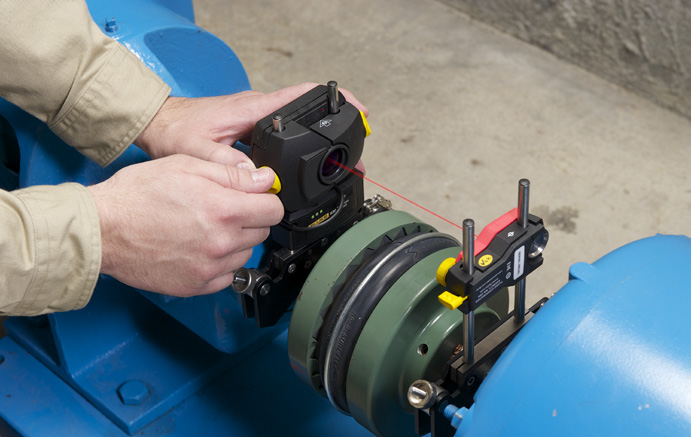
Fluke 830 ใช้การวัดด้วยเลเซอร์ที่แม่นยำและการคำนวณที่ซับซ้อน เพื่อให้ได้คำตอบที่นำไปใช้ในการปรับตั้งเครื่องจักรให้แกนเพลาได้ศูนย์ที่ถูกต้องอย่างรวดเร็ว ตัวเครื่องมีส่วนติดต่อผู้ใช้ที่เข้าใจง่ายโดยไม่จำเป็นต้องมีความรู้เชี่ยวชาญในการปรับตั้งศูนย์เพลามาก่อน หน้าจอแสดงผลให้ข้อมูลผลลัพธ์ที่ครบทุกอย่างในทีเดียว ทั้งการเยื้องของคับปลิ้งเพลาและค่าที่ต้องปรับตั้งฐานเครื่องจักร (ในแนวตั้งและแนวนอน) ด้วยค่าตัวเลขจริง ช่วยให้ง่ายต่อการนำไปลงมือปรับแก้
คุณสมบัติเด่น
ง่ายกว่าและมีประสิทธิภาพกว่า
Fluke 830 ช่วยให้งานปรับตั้งศูนย์เพลาทำได้สำเร็จลุล่วงอย่างง่ายได้ภายใน 3 ขั้นตอน
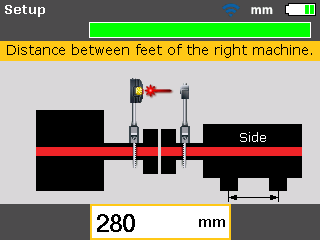
1. ตั้งค่า ป้อนขนาดระยะต่าง ๆ ของเครื่องจักร ตามขั้นตอนที่เข้าใจได้ง่าย (เก็บบันทึกเป็นโปรไฟล์ของเครื่องจักรแต่ละตัวเพื่อเรียกใช้ทีหลังได้)
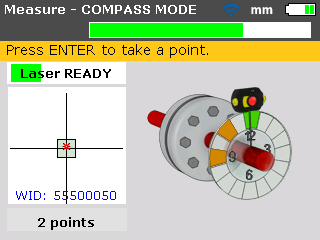
2. ทำการวัด การสแกนวัดค่าจะเริ่มทันทีเมื่อเริ่มหมุนเพลา เพื่อทำการอ่านค่าจากทั้ง 3 เซ็กเตอร์ และเมื่อแถบสีเขียวปรากฏที่จอ แสดงว่าการเก็บข้อมูลเรียบร้อยแล้ว
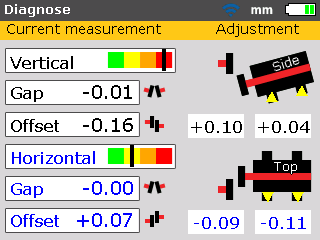
3. รายงานผลวินิจฉัย การเยื้องศูนย์แสดงด้วยแถบสี 4 ระดับ เพื่อให้เห็นภาพชัดเจน พร้อมตัวเลขสำหรับปรับแต่งขายึดด้วยชิมอย่างละเอียดในแนวตั้งและแนวนอน

การปรับตั้งฐานยึดเครื่องจักรด้วยชิม ตามระยะที่ระบุบนหน้าจอ


เครื่องวิเคราะห์มอเตอร์และคุณภาพพลังงานไฟฟ้า Fluke 438-II ใหม่ เพิ่มความสามารถการวัดด้านเครื่องกลที่สำคัญสำหรับมอเตอร์ไฟฟ้าให้กับฟังก์ชันการวิเคราะห์คุณภาพพลังงานไฟฟ้าขั้นสูง
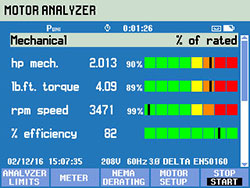
Fluke 430 Series II วัดและวิเคราะห์พารามิเตอร์สมรรถนะด้านไฟฟ้าและเครื่องกลที่สำคัญ เช่น พลังงานไฟฟ้า ฮาร์โมนิก ความไม่สมดุล ความเร็วของมอเตอร์ ทอร์ก และพลังงานเครื่องกลอย่างรวดเร็วและง่ายดาย โดยไม่จำเป็นต้องมีเซนเซอร์เครื่องกล
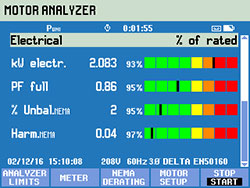
การวิเคราะห์มอเตอร์ไฟฟ้า Fluke 438-II
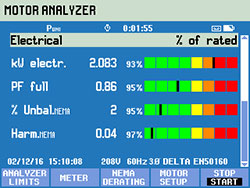
แจกแจงพารามิเตอร์ไฟฟ้าออกมาอย่างละเอียดสมบูรณ์ เพื่อประเมินสถานะฮาร์โมนิกและความไม่สมดุลของระบบจ่ายไฟฟ้าขาออก
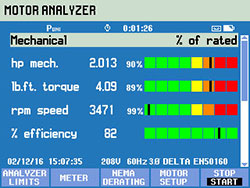
สามารถดูพลังงานกลขาออกพร้อมกับทอร์กและความเร็วของมอเตอร์ได้ทันที สามารถวัดสมรรถนะเครื่องจักรในระหว่างแต่ละรอบการทำงานได้อย่างง่ายดาย
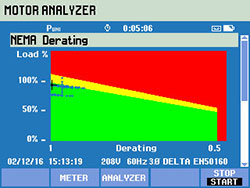
หน้าจอการปรับลดกระแส NEMA จะได้รับการอัปเดตเมื่อโหลดและสภาวะไฟฟ้าเปลี่ยนแปลงไป และทุกค่าวัดใหม่จะได้รับการบันทึกลงบนกราฟค่าความคลาดเคลื่อนเป็น “+”
บริษัท เมเชอร์โทรนิกซ์ จำกัด ยังมีสินค้ารุ่นอื่น ๆ ที่เกี่ยวข้องกับงานซ่อมบำรุงเครื่องจักรอุตสาหกรรม และงานซ่อมบำรุงทั่วไป รวมทั้งเครื่องมือในงานไฟฟ้า เครื่องมือสอบเทียบ และอื่น ๆ อีกมากมาย
สนใจรายละเอียดเพิ่มเติมติดต่อได้ที่
คุณสารกิจ 08-1641-8438
E-mail: sarakit@measuretronix.com
Line ID: @measuretronix.ltd

บริษัท เมเชอร์โทรนิกซ์ จำกัด
2425/2 ถนนลาดพร้าว ระหว่างซอย 67/2-69
แขวงสะพานสอง เขตวังทองหลาง กรุงเทพ ฯ 10310
โทรศัพท์ 0-2514-1000, 0-2514-1234 โทรสาร 0-2514-0001, 0-2514-0003
http://www.measuretronix.com, E-mail:info@measuretronix.com
สงวนลิขสิทธิ์ ตามพระราชบัญญัติลิขสิทธิ์ พ.ศ. 2539 www.thailandindustry.com
Copyright (C) 2009 www.thailandindustry.com All rights reserved.
ขอสงวนสิทธิ์ ข้อมูล เนื้อหา บทความ และรูปภาพ (ในส่วนที่ทำขึ้นเอง) ทั้งหมดที่ปรากฎอยู่ในเว็บไซต์ www.thailandindustry.com ห้ามมิให้บุคคลใด คัดลอก หรือ ทำสำเนา หรือ ดัดแปลง ข้อความหรือบทความใดๆ ของเว็บไซต์ หากผู้ใดละเมิด ไม่ว่าการลอกเลียน หรือนำส่วนหนึ่งส่วนใดของบทความนี้ไปใช้ ดัดแปลง โดยไม่ได้รับอนุญาตเป็นลายลักษณ์อักษร จะถูกดำเนินคดี ตามที่กฏหมายบัญญัติไว้สูงสุด